

Глава XIV выбивка, обрубка и очистка литья
После заливки и охлаждения металла в земляной форме отливку из нее вынимают (выбивают), причем форма разрушается. Отработанную (горелую) землю направляют с места выбивки в земледелку, а отливки транспортируют в отделение выбивки стержней или непосредственно в отделение очистки и обрубки.
Выбивка литья. В индивипуальном производстве применяют ручную выбивку отливок. Опоку подвешивают на цепях крана и освобождают ее от формовочной смеси ударами кувалды по поверхности формы и по стенкам опоки, а также разрыхлением формовочной смеси ломом.
При серийном и массовом производстве выбивка отливок из формы и удаление стержней механизированы. В этом случае их выбивают на вибрационной решетке и рамке или вибрационным коромыслом.
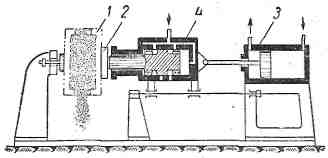
На заводах массового производства отливки выбивают из форм автоматически (фиг. 84). Автоматическое устройство состоит из системы четырех коромысел с вибраторами, вращающимися вокруг вертикальной оси с остановками в трех позициях. На первой позиции опоки 2 зажимаются захватами коромысла 3 и переводятся во вторую позицию; здесь под действием включенных вибраторов земля выбивается в бункер, а затем передается на транспортер 4, направляющий ее в землеприготовительное отделение. Отливки по наклонному решетчатому склизу 5 поступают на транспортный конвейер 6, который транспортирует их в очистное отделение. На третьей позиции опоки снова опускаются на литейный конвейер 1 и освобождаются от зажимов.
Выбивка стержней. Стержни выбивают из отливок вручную, пневматическими вибрационными устройствами или струей воды.
Выбивка стержней на вибрационном станке показана на фиг. 85. Отливка / зажимается в пневматических тисках 2 машины пневматическим цилиндром 3. Вибратором 4 приводят зажатую отливку в состояние вибрации, отчего имеющиеся в ней стержни разрушаются.
Струей воды стержни выбивают из сложного, среднего и крупного литья. Эту операцию выполняют в особых камерах, в которых отливки помещаются на вращающемся столе. Вода с песком стекает в особый отстойник, находящийся под камерой, где песок отстаивается. Накопившийся песок периодически выгребают из отстойника, а воду сливают в канализацию.
При выбивке стержней воду подают тонкой струей из сопла диаметром 4 - 8 мм под давлением 25—100 am.
Удаление литников и прибылей. Литники чугунных отливок отбивают кувалдой. Для удаления литников от отливок из вязких металлов (сталь, сплавы цветных металлов) применяют дисковые и ленточные пилы: первые главным образом для стальных отливок, вторые для отливок из цветных металлов.
Литники и прибыли на стальном литье отрезают также беззубыми дисками, имеющими большую окружную скорость (около 140 м/сек).

Фиг. 84 Автоматическая выбивка отливок из форм.
Для удаления прибылей применяют и газовую резку. Для стального мелкого и меднолитья применяют пресс-кусачки. На заводах массового производства применяют фрезерные полуавтоматы для отрезки литников.
Обрубка и очистка литья. На отливках обрубают заусенцы, приливы и остатки литников. Обрубку заусенцев производят пневматическим зубилом. Наружную и внутреннюю поверхности отливок подвергают очистке. В литейных индивидуального производства очищают поверхность отливки от пригоревшей формовочной смеси вручную стальной щеткой, скребком, пневматическими зубилами и в барабанах.
В серийном и массовом производстве применяют очистку отливок в дробеструйных и дробеметных аппаратах и струей воды в смеси с песком. Дробеструйную очистку литья производят чугунной дробью. Струю дроби направляют на поверхность отливки с большой скоростью.Дробеметный ленточный барабан приведен на фиг. 86. Торцевые стенки 1 барабана неподвижны, верхняя часть боковой поверхности образована крыш2, неподвижной при работе барабана.
Дно барабана образовано пластинчатой лентой 3. Отливки, увлекаемые лентой при ее движении снизу вверх, перекатываются, трутся друг о друга, подвергаясь при этом действию струи чугунной дроби. Чугунная дробь выбрасывается лопатками турбины, не показанной на чертеже, со скоростью 70 м/сек. После окончания очистки крышку открывают, ленту пускают в обратную сторону, как показано стрелкой, и отливки выбрасывают в приготовленный ящик 5.В эти барабаны отливки загружают ковшевым элеватором 4. Металлическая дробь очищается от пыли и подается элеватором 6 в дробеструйный аппарат. Очистка отливок в барабане

Фиг 85. Вибрационный станок для Фиг. 86. Дробеметный ленточный барабан.
выбивки стержней.
продолжается 15—20 мин. На заводах массового производства применяют дробеметные аппараты в виде проходных камер непрерывного действия.
Для очистки больших отливок применяют пескогидравлическую установку. Отливки подают в камеру по рельсовому пути и ставят на поворотные

круги. Рабочий находится вне камеры и управляет соплами через специальные окна.
Воду с песком при давлении 35 am подают на отливку для очистки ее поверхности.
Зачистка и отделка отливок. После очистки отливок от пригоревшей формовочной смеси. удаляют приливы, оставшиеся после удаления литника, прибылей, выпоров и заливов. Для очистки мелких отливок применяют стационарные станки с абразивными кругами. Для очистки крупных отливок применяют приспособление с гибким валом переносными абразивными кругами и гибким валом (фиг. 87) или маятниковые и наждачные точила. На заводах массового производства, для удаления остатков питателей, выпоров и заусенцев применяют автоматы и полуавтоматы. Для получения чистой поверхности отливок, подвергаемых эмалировке, никелированию или асфальтированию, их травят в кислотах.
Фиг. 87. Абразивный круг с гибким валом