

§ 3, Построение диаграммы состояния
Обычно для построения диаграммы состояния пользуются термическим: методом, т. е. строят кривые охлаждения и по остановкам и перегибам на кривой охлаждения, вызванным тепловым эффектом превращений, определяют температуры превращения (критические точки).
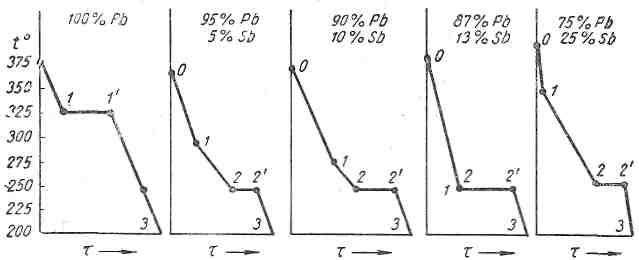
Фиг.3 Кривые изображения сплавов свинец сурьма.
На фиг. 3 приведены кривые охлаждения сплавов свинец — сурьма при различном их составе. Горизонтальные площадки и точки перегиба соответствуют критическим точкам.
Имея достаточное количество сплавов с различным соотношением количества свинца и сурьмы и определив в каждом сплаве температуры
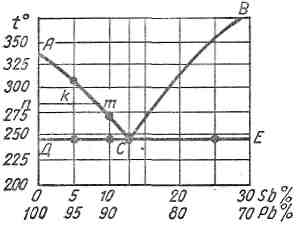
превращения (критические точки), можно построить диаграмму состояния. На фиг. 4 приведена диаграмма состояния для сплава свинец — сурьма, составленная на основе кривых охлаждения (фиг. 3). Геометрическое место точек начала кристаллизации /—/ образует линию АСВ (фиг. 4). Геометрическое место точек 2—2' (фиг. 3), определяющих полное затвердевание сплавов, выражено на фиг. 4 линией ДСЕ.
Оба компонента в жидком состоянии не ограниченно растворимы, а в твердом со стоянии обладают полной Фиг. 4. Диаграмма состояния сплава полной нерастворимостью свинец — сурьма, построенная по и не образуют химических соединений. На кривых охлаждения, приведенным линии АС диаграммы (фиг. 4), сплавы на фиг. 3. чинают (при охлаждении) выделять кристаллы РЬ, а на линии СВ. — кристаллы Sb. На линии ДСЕ из жидкого сплава, содержащего Sb и РЬ при концентрации С, выделяются одновременно кристаллы РЬ и Sb, образуя структуру механической смеси, называемую эвтектикой. В остальных точках этой линии происходит полное затвердевание сплава РЬ и Sb и образуется эвтектика, причём на линии ДС образуется структура, состоящая из кристаллов РЬ и эвтектической смеси, а на линии СЕ — структура кристаллов Sb и эвтектического сплава.
Сплавы металлов имеют различные виды диаграмм состояния.
При дальнейшем охлаждении некоторые твердые растворы претерпевают процессы кристаллизации в твердом состоянии (процессы вторичной кристаллизации). Это явление вызывается либо аллотропическими превращениями, претерпеваемыми одним из компонентов, либо понижением растворимости одного компонента в другом при охлаждении твердого раствора. В этом случае диаграмма состояния приобретает более сложный вид (фиг. 5).
§ 4. Структурные составляющие железоуглеродистых сплавов
В зависимости от температуры и содержания углерода железоуглеродистые сплавы могут иметь следующие структурные составляющие: аустенит, ледебурит, перлит, феррит и цементит, фосфидная эвтектика, графит.
Структуру, металла изучают на шлифованных, полированных и протравленных образцах при увеличении 100—500 раз и более.
Физико-химическая природа структурных составляющих железоуглеродистых сплавов различна.
Аустенит является твёрдым раствором углерода в железе (это было впервые доказано работами А. А. Байкова).
Предельная концентрация углерода в аустените составляет 2,0% при 1130°. С понижением температуры растворимость углерода в аустените уменьшается и стремится к 0,80%. Такую предельную концентрацию аустенит имеет при 723°. Эта температура является одновременно нижней границей существования устойчивого аустенита в углеродистых сталях. Сталь, имеющая структуру аустенита, немагнитна и обладает большой пластичностью.
Феррит представляет собой твердый раствор углерода в железе. Углерода в железе растворяется до 0,02% при 723°. Феррит характеризуется незначительными величинами твердости и прочности и высокой пластичностью. Механические свойства феррита сильно зависят от величины зерна.
Цементит представляет собой химическое соединение железа с углеродом, т. е. карбид железа Fe3C. Цементит содержит 6,67% углерода, весьма тверд и хрупок. Твердость его приближается к Нв = = 800 кг/мм2.
Перлитом называют механическую смесь феррита и цементита, являющуюся продуктом распада медленно охлаждаемого аустенита. Концентрация углерода в перлите составляет 0,80%. Твердость перлита Нв = 180 -h 220. Сталь, содержащая 0,80% С, имеет чисто перлитную структуру.
Ледебуритом называют механическую смесь аустенита и цементита, образующуюся при кристаллизации жидкого сплава, содержащего |4,3% С. При 723° аустенит превращается в перлит. Это превращение охватывает и аустенит, входящий в состав ледебурита. Таким образом, ниже 723° ледебурит представляет собой уже не смесь аустенита с цементитом, а смесь перлита с цементитом.
Фосфидная эвтектика может быть двойной (Fe + Fe3P) и тройной (Fe + Fe3P + Fe8C). Фосфидная эвтектика легкоплавка и имеет повышенную твердость (Нв = 400).
Графит представляет собой свободный углерод, расположенный в основной массе металла в виде пластинок или зерен.
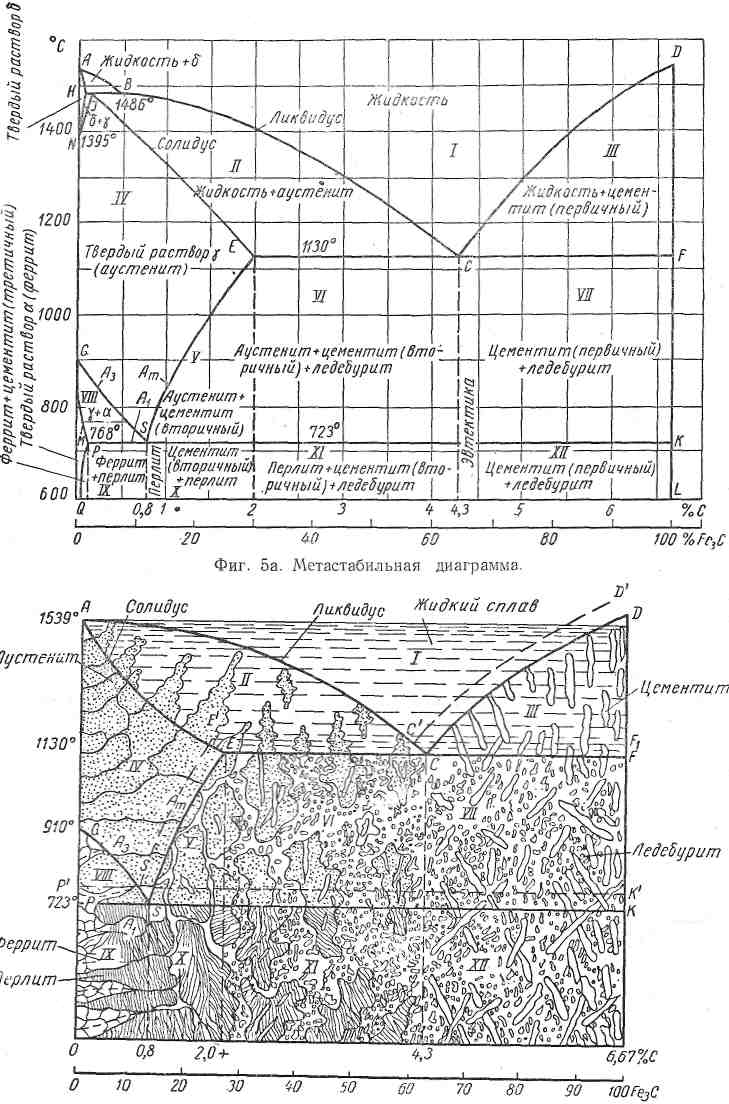
Фиг. 56. Диаграмма состояния железо — цементит:
/ —жидкое состояние; // — жидкий сплав и кристаллы аустенита; /// —жидкий сплав и кристаллы первичного
цементита; /V- — кристаллы аустенита; V —кристаллы аустенита и вторичного цементита; VI—кристаллы
аустенита и вторичного цементита на фоне ледебурита; VII —кристаллы первичного цементита на фоне
ледебурита; VIII — кристаллы аустенита и феррита; IX— кристаллы ферриту и перлита; X — кристаллы
вторичного цементита и перлит; X/— перлит на фоне ледебурита; XII — первичный цементит на фоне
ледебурита