

Глава XXXII
МЕТОДЫ КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ
Методы испытаний и контроля сварных соединений разнообразны, и тот или иной метод выбирают в зависимости от назначения и характера работы сварной конструкции.
Методы испытаний и контроля подразделяются на два вида: испытания с разрушением шва и испытания и контроль без разрушения. Испытания с разрушением представляют собой механические испытания специально изготовленных образцов сварных швов или образцов, вырезанных из самой конструкции, а также испытания отдельных узлов и готового изделия на выборку. Механические испытания сварных соединений существенно не отличаются от подобных испытаний, проводимых для металлов с целью определения предела текучести, предела прочности, относительного удлинения, ударной вязкости и вибрационной прочности. Металлографические исследования сварных швов производятся на шлифах подобно тому, как это делается для исследования металлов.
Для контроля качества готовых сварных изделий применяют методы испытаний и контроля без разрушения: гидравлическими и пневматическими испытаниями определяют плотность шва и частично прочность сварного изделия; керосиновой пробой определяют плотность шва; просвечиванием швов рентгеновскими и γ-лучами, магнитным и ультразвуковым контролем определяют внутренние дефекты в сварных швах.
В сварных изделиях, несущих большие нагрузки, где к качеству сварных соединений предъявляются самые высокие требования, например в котлах высокого давления и т. п., применяют рентгеновское и просвечивание, магнитный и ультразвуковой контроль.
Перед контролем сварных швов физическими методами в ответственных конструкциях, а также ив любых других конструкциях сварные швы про- ходят внешний осмотр.
Контроль внешним осмотром имеет целью выявить дефекты сварки, выходящие на поверхность и подлежащие исправлению путем повторной подварки.
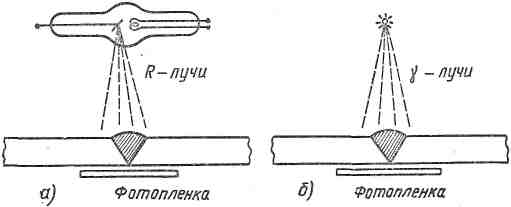
Фиг. 293. Схема просвечивания сварного шва:
а - рентгеновскими лучами; б - γ-лучами.
Эти дефекты представляют собой поры трещины, непровары, прожоги, неравномерность формы по ширине и высоте шва. При осмотре пользуются лупой.
Из указанных физических методов контроля швов в производстве широко применяют рентгеновское и f-просвечивание, а также магнитный и ультразвуковой контроль.
Контроль рентгеновскими и γ-лучами производят при помощи просвечивания сварных швов на фотопленку по схемам, представленным на фиг. 293.
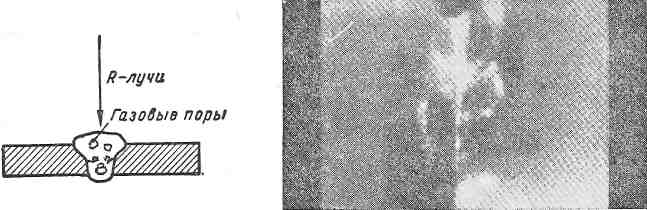
Фиг. 294. Рентгеновский снимок с дефектного сварного шва
Сущность просвечивания заключается в том, что рентгеновские или f-лучи, направленные на контролируемый шов, по-разному поглощаются при прохождении через дефектные и здоровые участки сварных швов.
Дефекты шва вроде трещин, непроваров, пор и шлаковых включений поглощают лучи меньше, чем плотные участки металла, и в участках с дефектами лучи интенсивнее проходят через шов и сильнее действуют на фотопленку. Таким образом, дефекты шва видны на снимках как почернения различной величины и формы соответственно характеру дефекта в шве. На фиг. 294 представлен позитив с рентгеновского снимка, имеющего непровар.
Браковку и приемку сварных швов по рентгеновскому снимку производят по ОСТ 20019-38 по трехбалльной системе. Баллом 1 оценивают швы, в которых на снимках выявлены дефекты: трещины, непровары, газовые поры и шлаки. Швы, оцененные баллом 1, подлежат исправлению.
Баллом 2 оценивают и считают годными швы, имеющие небольшое количество пор и не имеющие трещин и непроваров.
Баллом 3 оценивают и считают безусловно годными швы без дефектов.
Магнитный метод контроля основан на явлении рассеяния магнитного потока над дефектами в виде трещин. Рассеяние потока над трещиной в шве увеличивает градиент магнитного поля, который втягивает магнитный порошок, посыпаемый на шов, и тем самым выявляет трещину.
Ультразвуковой контроль состоит в том, что электрические колебания, превращенные в механические, при помощи пьезоэлемента кварцевой пластинки подаются на испытуемой шов. Дефекты шва являются препятствием для колебаний ультразвуковой частоты; они рассеивают и отражают эти механические колебания, которые принимаются этим же или другим пьезоэлементом, превращаются в электрические, усиливаются и передаются на катодную трубку, где могут наблюдаться в виде импульсов той или иной величины. При помощи ультразвука можно выявлять в шве трещины, непровары, поры и шлаки самых малых размеров, недоступных для выявления другими методами.
ОБРАБОТКА МЕТАЛЛОВ РЕЗАНИЕМ И СТАНКИ
Обработкой металлов резанием называют процесс снятия стружки с заго-ки режущими инструментами с целью получения необходимой формы, точности размеров и чистоты поверхности, заданных чертежом детали.
Обработка металлов резанием имеет в машиностроении большое значение, так как необходимая точность и чистота деталей машин, назначаемые конструкторами, в подавляющем большинстве случаев обеспечиваются лишь обработкой на металлорежущих станках.
В некоторых случаях механической обработки применяют также обкатывание роликами, продавливание шариком, калибровку, накатывание, холодную правку и т. п.
В последние годы в практику машиностроения внедряются совершенно новые методы химико-механической, электрохимической, ультразвуковой и электроискровой обработки, созданные трудами советских ученых.
Отличительной особенностью обработки металлов резанием является то, что большинство ее методов применяется во всех машиностроительных производствах, причем степень совершенства этих методов зависит главным образом от масштаба производства и общего технического уровня на данном заводе.
Научное обоснование явлений, происходящих при резании металлов, было выполнено в России в 1869 г. профессором Петербургского горного института И. А. Тиме. Опубликованное им в 1870 г. «Сопротивление металлов и дерева резанию», а затем в 1877 г. «Мемуар о строгании металлов» были переведены на французский и немецкий языки, и Тиме получил признание как основоположник науки о резании металлов.
И. А. Тиме впервые научно объяснил процесс образования стружки и разъяснил другие вопросы, которые не утратили своего значения и до настоящего времени.
В 1893 г. проф. К. А. Зворыкин (1861 —1928) теоретически определил положение плоскости скалывания, открытой И. А. Тиме. Он впервые применил гидравлический динамометр для определения усилия резания, впоследствии широко вошедший в практику экспериментальных исследований во всех странах мира. Им же установлена зависимость для определения усилия резания.
Мировую известность получили работы по исследованию процесса образования стружки, тепловых явлений процесса резания и образования нароста на резце на основе многочисленных и обширных опытов, выполненных Я. Г. Усачевым (1878—1941).
Особенно большое развитие обработка металлов резанием получила в советский период, когда были разработаны основные положения науки о режущих инструментах и станках; станкостроительной промышленностью освоено более 1500 типов металлорежущих станков.
Большое количество не машиностроительных производств и машинно-тракторных станций широко применяют обработку металлов резанием при ремонте машин и оборудования.
Современное направление обработки металлов резанием предусматривает максимальную концентрацию методов обработки и возможно полную их автоматизацию.
Первая автоматическая станочная линия, состоявшая из пяти станков, сконструирована и построена в 1935 г. на Сталинградском тракторном заводе изобретателем И. П. Иночкиным.
Эта линия явилась началом в создании современных автоматических линий. В настоящее время на машиностроительных предприятиях СССР имеются уже десятки автоматических станочных линий. Кроме того, построены и введены в действие заводы-автоматы по изготовлению различных деталей. В машиностроении начат широкий переход от автоматизации отдельных операций обработки к автоматизации целых процессов (станки-комбайны, автоматические линии) и целых цехов и заводов, что, несомненно, имеет большое будущее.
Многочисленные работы советских ученых, работников Института машиноведения Академии наук СССР, МВТУ имени Баумана, ЭНИМС, Стан-кина и других научных и учебных институтов привели к большим практическим достижениям в области обработки металлов резанием.
Тесное содружество новаторов социалистического производства и ученых в области развития обработки с большими скоростями и подачами и автоматизация работ привели к резкому повышению производительности труда и улучшению качества продукции.
На смену устаревшей технике и в прошлом плохо организованному производству пришли новая, более совершенная техника и более четкая организация производства. В настоящее время многие отрасли промышленности организованы по принципу поточно-массового производства, в котором введены новейшие методы обработки, передовая техника.
ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ТЕРМИНЫ
Приводим основные технологические термины, без которых нельзя обойтись при дальнейшем изложении материала и которые студент должен знать при прохождении первой технологической практики и при производственном обучении в учебных мастерских (завода) втуза.
Производственный процесс — совокупность действий, в результате которых исходный материал (или заготовки) превращаются в готовую заводскую продукцию.
Технологический процесс— часть производственного процесса, предназначенная для изменения формы, размеров и физических свойств или состояния изготовляемой детали (заготовки).
Технологическая операция — часть технологического процесса, выполняемая над определенной (заготовкой) деталью (или над совокупностью нескольких одновременно обрабатываемых деталей) одним рабочим (или определенной группой рабочих) непрерывно и на одном рабочем месте.
Таким образом, операция характеризуется неизменностью объекта обработки (заготовки, детали) оборудования рабочего места и рабочих исполнителей.
Установка — часть операций, выполняемая при неизменном закреплении обрабатываемой заготовки или нескольких одновременно обрабатываемых заготовок.
Позиция — каждое из различных положений детали (или инструмента) относительно станка при неизменном ее закреплении (изменение положения детали вследствие ее рабочего движения при этом в расчет не принимается).
Расположение обрабатываемой детали при перемене позиции зависит от устройств, связанных со станком (блока шпинделей автомата, поворотного стола многошпиндельного полуавтомата, револьверной головки на автомате и т. п.).
Переход — часть технологической операции (установки, позиции), выполняемая:
а) над одним участком (или определенной совокупности участков) поверхности;
б) одним инструментом (или набором нескольких одновременно работающих инструмен тов) при неизменном режиме обработки.
Проход — каждый из нескольких одинаковых непосредственно следующих друг за другом переходов.
Технологическая карта — основной производственный документ, заполняемый на каждую деталь (на одном или нескольких листах). В нем нумеруются операции, установки, позиции и переходы, причем нумерация переходов начинается с начала для каждой операции (но не для каждой установки и позиции). Наименование переходов является кратким перечислением работ, которые в него входят. Эти перечисления делают обычно в виде глагола повелительной формы: «Проточить 0 80 начерно», «Подрезать торец» и т. д. В этой карте записывают оборудование, инструмент, приспособления, режимы обработки и время.
Операционная технологическая карта содержит те же сведения, что и технологическая, но в отличие от последней составляется не на деталь, а на отдельную операцию. Обычно операционные карты пишутся достаточно подробно и всегда снабжаются операционными эскизами (а иногда и переходными).
Операционные эскизы выполняются как рабочие чертежи, специально предназначенные для выполнения по ним определенной операции.
Метод обработки металлов резанием — обработка, вызывающая применение определенного режущего инструмента и металлорежущего станка. Например, точение, сверление, фрезерование, шлифование являются различными методами обработки.
Способ обработки металлов резанием — разновидность одного и того же метода обработки, связанная с применением одноименного режущего инструмента, но вызывающая применение различных приемов и режимов обработки. Например, способы шлифования', в центрах, бесцентровое, внутреннее, плоское; способы фрезерования: горизонтальное, вертикальное, встречное, попутное и т. п.