

§ 159. Аппаратура для газовой сварки
Баллоны для кислорода и растворенного ацетилена представляют собой полые стальные сосуды цилиндрической формы. Сверху и снизу баллон имеет форму полусферы. Снизу на него для устойчивости насаживают башмак; сверху на горловину баллона горячей посадкой надевают стальное кольцо с наружной резьбой для навертывания предохранительного колпака. В 'горловину баллона ввинчивается вентиль (фиг. 273, а), являющийся запирающим устройством. Наибольшее распространение получили баллоны емкостью 40 л. Кислородные баллоны окрашивают в синий цвет, ацетиленовые - в белый. Раз в 5 лет баллоны подвергают специальным испытаниям: гидравлическому на полутократную величину рабочего давления, внутреннему осмотру и определению потери веса баллона. Кислородные баллоны наполняют под давлением до 150 am, ацетиленовые — до 16 am.
Фиг. 274. Схема
газосварочного поста с питанием
от баллонов:
/ — горелка; 2 — шланги; 3 —
кислородный баллон;.
4 — кислородный редуктор; б —
баллон с растворенным'
ацетиленом; 6 — ацетиленовый
редуктор-
Фиг 273. Вентили баллонов для газовой
сварки:
а — кислородный; б — ацетиленовый.


Редукторы служат для понижения давления газов на выходе из баллона и поддержания этой величины давления постоянной. Кислородные редукторы понижают давление газа от 150 до 3—15 am, а ацетиленовые — от 16 до 0,2—0,5 am. Кислородные редукторы прикрепляют к вентилю баллона при помощи накидной гайки, имеющей правую резьбу; ацетиленовые — посредством специального хомута. Редукторы бывают одно- и двухступенчатыми. Двухступенчатые редукторы обеспечивают меньший перепад давления и более низкий предел редуцирования. Первая ступень понижает давление с 150 до 50 am, вторая с 50 am до рабочего давления. Схема одноступенчатого редуктора представлена на фиг. 275.
Регулирование давления газа производится нажатием пружины на мембрану посредством вращения регулировочного винта. Газ, проходя из камеры высокого давления через узкое отверстие редуцирующего клапана, расширяется и резко понижает давление. Когда давление в камере низкого давления возрастает сверх установленного, мембрана отжимается вниз, и редуцирующий клапан под действием уравновешивающей пружины сана седло, закрывая отверстие. Когда часть газа уходит из рабочей камеры в горелку, давление в камере понижается, мембрана отжимает клапан, и в камеру поступает новая порция газа. Приведенная схема одноступенчатого редуктора характерна для редукторов так называемого обратного действия, в которых газ поступает на клапан и как бы стремится закрыть его. В редукторах прямого действия газ поступает под клапан и стремится открыть его. В редукторах обратного действия рабочее давление несколько возрастает при падении давления в баллоне, тогда как в редукторах прямого действия оно понижается. Благодаря., этому преимуществу в настоящее время применяют главным образом редукторы обратного действия. Недостатком одноступенчатых редукторов является возможность замерзания их при больших расходах в результате пониженной температуры газа при расширении. В процессе сварки иногда приходится отогревать вентили и редукторы горячей водой.
Ацетиленовые генераторы служат для получения ацетилена путем разложения карбида кальция в воде. По принципу действия различают генераторы следующих систем: «карбид в воду», «вода на карбид» и генераторы контактной системы (фиг. 276). В генераторах «карбид в воду» куски карбида кальция падают в воду, где происходит их разложение. В генераторах «вода на карбид» карбид загружают в реторты, в которых он постепенно смачивается водой и выделяет ацетилен.

Фиг. 275. Схема одноступенчатого
редуктора.
J
— обратная
пружина; 2 — клапан;
3 —
вход газа; '4
— стойка; 5
— выход;
6 —
мембрана; 7 — нажимной диск;
8 —
главная пружина.

Фиг 276. Системы генераторов: а — „карбид в воду"; 6— „вода на карбид", в — с вытеканием воды.
Генераторы контактного типа делятся на две системы: с вытеснением воды и с погружением карбида. В генераторах с вытеснением воды смачивание карбида водой происходит периодически, в зависимости от давления ацетилена, которое определяет уровень воды в реакционном пространстве. В генераторах с погружением карбида последний также в зависимости от давления газа периодически погружается в воду.
Генераторы бывают низкого давления (0,01—0,05 ати) и среднего (0,05—1,5 ати). Генераторы среднего давления удобнее, так как обеспечивают более постоянные условия сварки и облегчают регулирование состава пламени.
Генераторы делят также по производительности на переносные и стационарные. Первые обеспечивают производительность до 3 м3/час, вторые — свыше 3 м31час.
Наиболее распространенными переносными генераторами являются генераторы низкого давления типа РА.
Генератор типа РА (фиг. 277) предназначен для получения ацетилена низкого давления. Давление в корпусе генератора не превышает 0,014ати; номинальная производительность генератора 1 м31час, максимальная 1,2 м31час. Генератор работает по принципу «вода на карбид». Вода для реакции поступает в реторту, загруженную карбидом кальция, из корпуса через резиновую трубку. Образующийся в реторте ацетилен отводится по трубе," снабженной колпаком, под колокол. По мере накопления газа под колоколом последний поднимается, вследствие чего конец трубки выходит из воды, и поступление воды на карбид прекращается. При расходовании ацетилена колокол опускается, и вода вновь поступает в реторту. Из-под колокола газ поступает через водяной затвор в шланг и далее в горелку.
Генератор имеет две реторты, работающие попеременно. Габариты генератора: диаметр 455 мм, высота 815 мм. Вес генератора без воды и карбида кальция 50 кг.
Фиг. 277. Ацетиленовый генератор РА:
1 - корпус; 2 - плавающий колокол; 3
- реторта; 4- зарядный ящик; 5-
водяной затвор; 6 - воронка; 7 -
резиновый шланг; 8 - предохранительная
труба; 9 - трехходовой кран; 10-
газоотводящая трубка; 11 - колпак;
12 -герметические крышки.
Водяные предохранительные затворы предназначаются для предотвращения проникновения пламени и кислородно-ацетиленовой смеси в ацетиленовый генератор при обратном ударе пламени. Причинами возникновения обратного удара пламени может быть уменьшение скорости истечения смеси газов из сопла горелки до величины меньшей скорости воспламенения смеси и закупорка сопла брызгами расплавленного металла. Скорость воспламенения смеси газов зависит от рода горючего газа, от соотношения смеси газов и от температуры смеси. Обратный удар возникает тогда, когда скорость истечения смеси становится меньше скорости воспламенения. Если при обратном ударе пламя или кислород проникнет в ацетиленовый генератор, то неизбежно произойдет взрыв.
При работе от генераторов применяют водяные предохранительные затворы. В зависимости от давления газа в генераторе предохранительные затворы бывают низкого или среднего давления. Принцип действия водяного затвора низкого давления показан на фиг. 278. При обратном ударе патрубок, через который ацетилен поступает из генератора в затвор, запирается водяным столбом, а взрывчатая смесь газов выбрасывается через предохранительную трубу в атмосферу


Фиг. 278. Водяной затвор низкого давления.
Фиг. 279. Принципиальные схемы горелок:
а— инжекторная горелка; б — безинжекторная горелка;
/ — мундштук; 2 — смесительная камера; 3 — трубка;
4 — инжектор.
При работе от баллонов роль предохранителя от обратного удара выполняют редукторы.
Горелки для газовой сварки также бывают низкого и среднего давления. Горелки обеспечивают смешение горючего газа с кислородом и горение пламени. В горелках среднего давления необходимое смешение газов обеспечивается вследствие достаточно большого давления ацетилена (порядка 0,25—0,5 am). Рабочее давление кислорода составляет 3—4 am.
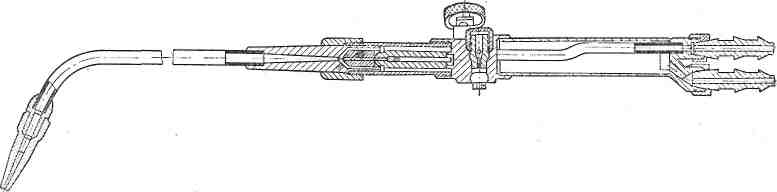
Фиг. 280. Сварочная горелка ГС
При низком давлении ацетилена (0,01—0,05 am), для того чтобы обеспечить необходимое количество его в смеси, используется принудительное засасывание ацетилена при помощи разрежения, создаваемого кислородной струей на выходе из инжектора горелки (фиг. 279, а и б). Благодаря универсальности инжекторной горелки, пригодной для работы и на низком, и на среднем давлении горючего газа, она получила наибольшее распространение. Наша автогенная промышленность выпускает исключительно инжекторные горелки типа ГС (горелка сварочная) (фиг. 280) и ГСМ (горелка сварочная малая). Указанные типы горелок имеют сменные наконечники, рассчитанные на различный расход ацетилена в зависимости от толщины свариваемого металла. Горелки типа ГС имеют восемь сменных наконечников с № 0 по 7 включительно, горелки типа ГСМ -четыре наконечника с № 0 по 3 включительно. Все наконечники рассчитаны на работу при давлении кислорода на входе в горелку от 3 до 3,5 am. Данные о расходе ацетилена для различных номеров наконечников приведены ниже.
Порядок зажигания горелок следующий. Сначала слегка открывают кислородный вентиль, затем на полный оборот ацетиленовый, зажигают вытекающую из мундштука смесь и регулируют пламя. При тушении пламени сначала перекрывают ацетиленовый, а затем уже кислородный вентиль.