

§ 156. Шовная сварка
Фиг. 270. Основные типы соединений при
шовной сварке.

Такая конструкция с отбортовкой находит применение при изготовлении бензиновых баков автомобилей и других изделий.
Режим шовной сварки определяется следующими основными параметрами: шагом образующих шов точек, усилием, приложенным к роликам, диаметром роликов,
Фиг. 271. Типовые узлы при шовной сварке:
1 — подварка; 2 — крышка; '6 —
трубка; 4 — продольный шов
Машины для шовной сварки мало чем отличаются по своей электрической схеме от точечных машин, но отличаются от них по устройству своей механической части (привод вращения роликов, механизм давления и т. д.).
Глава XXIX
ГАЗОВАЯ СВАРКА И РЕЗКА
§ 157. Газы
В качестве горючих газов при газовой сварке и резке могут служить ацетилен, водород, нефтегаз, природный газ, светильный газ, пары бензина, керосина и т. п. Для сварки применяют главным образом ацетилен, выделяющий наибольшее количество полезно используемого при сварке тепла и развивающий наибольшую температуру при сгорании в кислороде. Низшая теплотворность ацетилена составляет 11470 кал/м3, водорода- лишь 257Q кал/м3. Для резки, где. требуется менее мощный источник тепла, можно использовать в качестве горючих все перечисленные выше газы. Ацетилен — газ С2Н2 относится к непредельным углеводородам. Ацетилен легче воздуха, бесцветен и имеет слабый эфирный запах в химически чистом виде. Смесь воздуха с ацетиленом при содержании последнего от 2,8 до 65% взрывоопасна. Температура воспламенения ацетилена 420°. При давлении свыше 1,75 ати ацетилен становится взрывоопасным. Ацетилен получается при воздействии воды на карбид, кальция. Реакция протекает со значительным выделением тепла:
СаС2 + 2Н20 = Са (ОН)2 + СаН3 + 30,4 кал/моль.
Карбид кальция получают путем сплавления в дуговых электропечах и химического взаимодействия извести с коксом или каменным углем. При разложении 1 кг карбида кальция образуется 250—300 л ацетилена. Ацетилен получают в специальных генераторах. Сварку ведут или при непосредственном питании от генератора, или же от специальных баллонов, безопасных и удобных для транспортировки. В баллонах ацетилен находится под давлением 1.6—22 ати.
Второй газ, применяемый, для газовой сварки, кислород 02. Кислород содержится в воздухе в количестве около 21%. При атмосферном давлении он сжимается при температуре -183°, а при критическом давлении 51,4 am при —119°. Жидкий кислород представляет собой прозрачную голубую жидкость. При испарении 1 л жидкого кислорода образуется 790 л газообразного. Кислород получают при помощи специальных разделительных аппаратов, охлаждающих воздух до жидкого состояния и отделяющих кислород от азота и других газов воздушной смеси. Транспортируют газообразный кислород в стальных баллонах, где он находится под давлением до 150 am. При этом давлении стандартный баллон емкостью 40 л содержит 6 м3 кислорода. Жидкий кислород транспортируют в специальных транспортных танках. На заводе-потребителе жидкий кислород из танка переливают в специальные сосуды :— газификаторы. Последние бывают двух систем — теплые и холодные. Первые имеют давление газа порядка 150 am, вторые — до 15 am. Наибольшее распространение имеют холодные газификаторы, из которых газообразный кислород поступает в цеховой газопровод, где давление газа снижается при помощи постовых редукторов до величины, необходимой для сварки или резки. Теплые газификаторы применяют в случае необходимости наполнения баллонов газообразным кислородом.
Сварочное ацетиленокислородное пламя состоит из трех основных зон (фиг. 272). Первая зона (ядро) пламени окружена тонкой ослепительно светящейся оболочкой, насыщенной раскаленными частицами свободного углерода. Длина ядра в нормальных условиях сварки колеблется в пределах 5—20 мм, В первой зоне протекает процесс пирогенного разложения ацетилена в присутствии кислорода, в результате которого во второй зоне
пламени образуются продукты неполного сгорания ацетилена СО и Н2. Сварку производят второй, восстановительной зоной, которая к тому же имеет максимальную температуру. Третья зона представляет собой факел желто-красного цвета. В сгорании СО и Н2 в третьей зоне участвует также кислород окружающего воздуха. В результате реакции полного сгорания ацетилена образуются углекислый газ и пары воды;
С2H2 + 2,502 = 2С02 + Н20 + 306,8 кал/моль (13 700 кал/м3).
Фиг 272.Сварочное ацетиленокислородное пламя:
1 — наконечник горелки; 2—ядро пламени;
3 — восстановительная зона; 4 — зона
вторичного пламени.
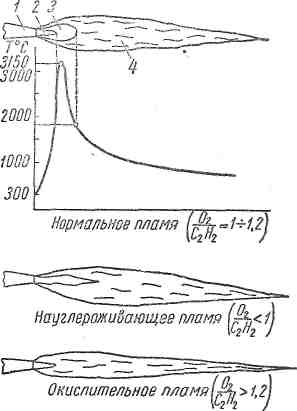
Форма, цвет и химический состав пламени в значительной степени зависят от соотношения ацетилена и кислорода в смеси газов. При избытке кислорода пламя становится окислительным и приобретает голубоватый оттенок; ядро, а также факел пламени уменьшаются в размерах. При избытке ацетилена ядро пламени сильно удлиняется, вторая (восстановительная) зона исчезает, а вместо нее появляется дополнительная зона яркого свечения, насыщенная раскаленными частицами сажи. При сварке применяют пламя с соотношением 02:С2Н2 = 1,1÷1,2. Такое пламя называют нормальным. Максимальная температура нормального пламени имеет место на расстоянии 2—3 мм от конца ядра и составляет, по данным Н. Н. Клебанова, 3050—3150°; на расстоянии 25 мм от ядра температура падает до 2450—2650°. Температура пламени также зависит от соотношения кислорода и ацетилена в смеси. Максимальная температура бывает при соотношении 02: С2Н2 = = 1,4÷1,5. Передача тепла от пламени к металлу изделия происходит за счет конвекции и излучения. Основную роль в теплопередаче играет конвекция, тогда как излучение имеет второстепенное значение. Сварочное пламя вредно отражается на зрении сварщика. Однако это действие пламени значительно слабее, чем дуги. При газовой сварке для защиты глаз ограничиваются очками с синими защитными стеклами.