

137. Сварочные машины и аппараты для дуговой электросварки
Обычные электрические машины, питающие осветительные и силовые установки, имеют такую внешнюю характеристику, выражающую зависимость напряжения на зажимах машины от нагрузки, т. е. от силы тока, отдаваемой машиной, V = / (/), при которой обеспечивается постоянство напряжения независимо от изменений тока — нагрузки и определяется кривой а на рис. 221.
Такую форму внешней характеристики выбирают потому, что обычные потребители тока — осветительные лампы, электродвигатели - требуют для нормальной работы постоянства напряжения.
В случае применения такой машины с постоянным напряжением для сварки раз возбужденная сварочная дуга будет разрастаться, сила тока в ней будет увеличиваться, пока не произойдет сгорание предохранителей или разрушение проводников цепи.
Таким образом, источник питания дуги должен иметь другую внешнюю характеристику, отличную от указанной.
Для питания дуги необходимо иметь такую внешнюю характеристику машины, при которой напряжение снижалось бы с увеличением нагрузки и возрастало бы с ее уменьшением. Это возможно при падающей внешней характеристике машины по форме кривой β (фиг. 221). Падающая внешняя характеристика обеспечивает устойчивое горение дуги при определенной постоянной силе тока. Пересечение внешней характеристики источника питания и статической характеристики дуги в точке А представляет собой режим устойчивого горения дуги при токе / и напряжении V.
Питание дуги постоянным током осуществляется от сварочных машин — генераторов. Питание переменным током производят от сварочных трансформаторов.
Фиг 221; Внешняя характеристика обычного
источника питания;
а- внешняя характеристика обычного
источника питания;
в- внешняя характеристика источника
питания дуги;
с- характеристика дуги.

Сварочные генераторы могут иметь приводы от электродвигателей и От двигателей внутреннего сгорания (автомобильных или тракторных). В первом случае генераторы предназначаются для заводского применения, во втором—для полевых условий работы, например для сварки газопроводов.
Сварочный агрегат типа СУГ-2р, выпускаемый заводами электропромышленности (фиг. 222), состоит из генератора типа СМГ-2г и
трехфазного асинхронного электродвигателя, соединенных эластичной муфтой. Для перемещения агрегата к месту сварки он установлен на тележке. В отличие от нормальных машин постоянного тока в генераторе СМГ-2г одноименные полюсы (два северных полюса и два южных) расположены рядом. Таким образом, генератор является в магнитном и электрическом отношении двухполюсной машиной с расщепленными полюсами. Сердечники полюсов Nr — Sr (фиг. 223) имеют вырезы; они сильно насыщены
Фиг 222;Внешний
вид агрегата. Фиг 223;принципиальная
схема генератора СМГ-2г
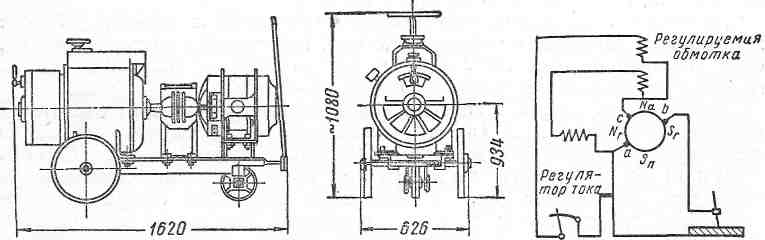
Генератор имеет две обмотки возбуждения — регулируемую и нерегулируемую и три щетки на коллекторе — рабочие a, b и вспомогательную с. Катушки нерегулируемой обмотки расположены на всех четырех полюсах, катушки регулируемой — только на поперечных полюсах. Обе обмотки возбуждения подключены к главной а и дополнительной с щеткам, причем обмотка поперечных полюсов включена через регулировочный реостат. При изменении нагрузки напряжение на этих щетках остается практически постоянным.
Падающая внешняя характеристика генератора получается в результате взаимодействия магнитных потоков обмоток возбуждения и потока реакции якоря.
Регулирование силы тока (грубое) при сварке производится сдвигом щеток по поверхности коллектора. При сдвиге щеток с нейтрали по направлению вращения якоря ампер-витки реакции якоря, ослабляющие поперечный поток, увеличиваются, вследствие чего рабочий ток уменьшается.

Фиг. 224. Принципиальная схема включения сварочных постов от многопостового генератора.
При сдвиге щеток с нейтрали в сторону против вращения якоря поток реакции якоря уменьшается, а рабочий ток увеличивается.
Перемещение щеток по коллектору производится рычагом-ручкой с фиксацией их на траверсе в трех положениях: первое положение соответствует режиму работы на малых токах (70—130 а), второе положение — на средних токах (115—235 а) и третье положение — на больших токах (200— 400 а). \
Точную установку силы тока в промежутках регулирования сдвигом щеток производят при помощи реостата, включенного в цепь регулируемой обмотки возбуждения поперечных полюсов.
Техническая характеристика типового генератора в агрегате СУГ-2р: номинальная длительная мощность 7,5 кет, номинальное напряжение 30 в, сила постоянного тока 100%—250 а, при постоянном токе 50%—320 а. Пределы регулирования сварочного тока 45—320 а.
Агрегаты для сварки в полевых условиях имеют привод от двигателей внутреннего сгорания. В качестве генератора может служить любой из существующих типов, в частности разобранный выше генератор СМГ-2г.
Многопостовые генераторы представляют собой обычные генераторы постоянного тока с самовозбуждением. Эти генераторы дают постоянное напряжение и не имеют падающей внешней характеристики. Сила тока каждого сварочного поста регулируется отдельным реостатом. Омическое сопротивление балластных реостатов обеспечивает падающую характеристику. Принципиальная схема включения постов от многопостового генератора приведена на фиг. 224.
Заводы Министерства электропромышленности выпускают сварочные преобразователи — многопостовые агрегаты типы ПСМ-1000, которые могут питать одновременно по девяти сварочных постов при максимальном токе на каждой дуге по 200 а.
Источниками переменного тока для сварки служат сварочные трансформаторы. Так как при переменном токе промышленной частоты полярность электродов меняется 100 раз в секунду, то для повышения устойчивости горения дуги в сварочной цепи необходимо наличие индуктивности. Индуктивность создает сдвиг между током и напряжением. При переходе тока через нулевое значение напряжение дуги вследствие сдвига фаз оказывается достаточным для зажигания дуги. С другой стороны, при переходе напряжения через ноль горение дуги подерживается за счет э. д. с. самоиндукции, возникающей в цепи при протекании сварочного тока. Напряжение холостого хода трансформатора устанавливается в пределах 55—80 в в зависимости от силы сварочного тока. Чем меньше ток, тем выше необходимое напряжение холостого хода. Для увеличения к. п. д. трансформатора напряжение устанавливают минимальным, но достаточным для поддержания устойчивого горения дуги. Падающая внешняя характеристика сварочного аппарата обеспечивается включением в сварочную цепь индуктивного сопротивления:
а) включением отдельной реактивной катушки (аппараты типа СТЭ);
б) комбинированием трансформатора и реактивной катушки на одном сердечнике (аппараты типа СТН).


Фиг. 226. Схема трансформатора акад.
В. И. Никитина.
/-первичная обмотка; 2-вторичная обмотка; 3 -реактор-дроссель; 4 - дуга.
Сварочный аппарат типа СТЭ состоит из трансформатора и реактивной катушки. Схема аппарата представлена на фиг. 225. Сварочный трансформатор СТЭ представляет собой однофазный понижающий трансформатор с естественным воздушным охлаждением. Первичная обмотка трансформатора секционирована и подключается к сети под напряжением 220 и 380 в. Вторичная обмотка имеет напряжение 55 и 65 в. Реактивная катушка создает в сварочной цепи индуктивное сопротивление. При токе короткого замыкания напряжение дуги падает до нуля и реактивная катушка обеспечивает круто падающую внешнюю характеристику аппарата. Плавное регулирование сварочного тока осуществляется изменением воздушного зазора в сердечнике реактивной катушки. При увеличении зазора магнитное сопротивление магнитопровода катушки увеличивается, магнитный поток в нем уменьшается и вместе с ним уменьшается индуктируемый им ток самоиндукции, направленной в. сторону, противоположную сварочному току. С уменьшением тока самоиндукции ток в сварочной цепи возрастает. Наоборот, уменьшение воздушного зазора в сердечнике приводит к понижению сварочного тока.
Сварочные аппараты, выпускаемые заводом «Электрик», типа СТЭ-22, дают ток 60-300 а, типа ТСЭ-34 150—700 а.
Сварочные трансформаторы в комбинации с реактивной катушкой представляют собой аппараты, у которых магнитопровод реактивной катушки объединен с магнитопроводом трансформатора.
Трансформаторы этого типа, разработанные акад. В. П. Никитиным, обозначаемые СТН, изготовляют на токи 500, 1000 и 2000 а и предназначаются для питания дуги при ручной и автоматической сварке.
Трансформатор СТН (фиг. 226) имеет три обмотки: первичную 1, вторичную 2 и реактивную 3, расположенные на общем магнитном сердечнике. Среднее ярмо 4 сердечника является общим магнитопроводом для трансформатора и реактора. Обмотки 2 и 3 включены таким образом, что магнитный поток, создаваемый реактивной обмоткой 3, в общем ярме 4 имеет направление, противоположное основному потоку, создаваемому обмоткой.
Регулирование сварочного тока производят изменением магнитного сопротивления сердечника трансформатора путем поднятия и опускания подвижного шунта 5, что соответствует увеличению и уменьшению силы сварочного тока.


Фиг. 227. Электрододержатель:
а — пружинный; б — зажимной.
а — щиток; б — шлем.
Падающая внешняя характеристика достигается за счет действия реактивной катушки, вызывающей уменьшение напряжения с ростом сварочного тока. Трансформаторы СТН дают экономию в трансформаторной стали и • меди по сравнению с трансформаторами' СТЭ.
Оборудование поста для ручной дуговой, сварки состоит из сварочного аппарата, рабочего стола, кабины или ширм, щитка, защитной одежды, инструмента, гибкого кабеля для подвода тока, электрододержателей (фиг. 227), и сборочно-сварочных. приспособлений. Для защиты сварщика от вредного действия инфракрасных и ультрафиолетовых лучей электрической дуги, а также от брызг металла и искр служат щиток или шлем с защитными стеклами (фиг. 228), специальные комбинезоны, халаты, фартуки и перчатки. Сварочный пост огораживают ширмами для защиты окружающих от света дуги.