Динамическая размерная настройка.
Различают два вида динамической размерной настройки: единичную, когда процедура настройки повторяется при обработке каждой заготовки, и настройку на партию, когда настроенным на размер инструментом обрабатывается партия заготовок, соответствующая периоду его стойкости. Единичная динамическая размерная настройка осуществляется методами «пробных стружек» и «пробных проходов».
Пример использования первого метода показан на рис. 4.8.
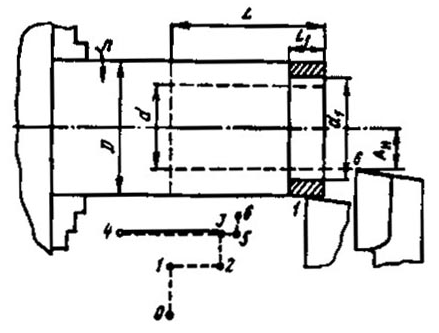
После включения вращения шпинделя вершина резца переводится из исходного положения (точки 0) до касания с вращающейся заготовкой (в точке 1). Затем резец отводится вправо (в точку 2 за пределы заготовки), лимб поперечной подачи устанавливается на нуль и осуществляется переход вершины резца в точку 3 поперечной подачей на величину h = (D – d)/4, где d – требуемый размер. Включается продольная подача и заготовка обтачивается на небольшой длине L1 («пробная стружка» – переход в точку 4). Резец ускорено отводится вправо в точку 5, которая может совпадать с точкой 3. Отключают вращение шпинделя и измеряют значение полученного диаметра d1. Снова включают вращение шпинделя, вершину резца перемещают в точку 6 на расстояние h1 = (d1 - d)/2 и заготовку обрабатывают на требуемой длине L.
Если запомнить значение делений на лимбе поперечной подачи, то следующие несколько заготовок, на которых обрабатывается только одна цилиндрическая поверхность, можно обтачивать сразу, установив резец (в точку 6) по лимбу.
Недостаток данного метода – относительно низкая точность. Кроме того, на участке длиной L1 получается уменьшенный окончательный размер (особенно при малой жесткости заготовки), так как этот участок обрабатывается с меньшей глубиной резания, чем остальная заготовка.
Метод «пробных проходов» отличается от метода «пробных стружек» тем, что предварительно обтачивается не малый участок обрабатываемой поверхности заготовки, а вся поверхность. Далее, после отвода резца вправо в точку 5, проводят коррекцию размерной настройки (перевод в точку 6) и повторную обработку на всей длине. Последнюю процедуру можно повторять несколько раз, пока не будет достигнут заданный размер. Этот метод обеспечивает высокую точность, ограниченную только точностью измерения, точностью регулировки (по лимбу винта поперечной подачи или по индикатору часового типа) и минимальной глубине резания, с которой может работать резец. Однако при размерной настройке методом «пробных проходов» существенно теряется производительность. При динамической размерной настройке на партию деталей необходимо обеспечить не только заданную точность, но и максимальную долговечность работы инструмента между коррекциями размерной настройки, которые выполняются несколько раз за период его стойкости. Основной причиной, вызывающей необходимость этой коррекции, является износ инструмента, из-за которого размер обработки может систематически увеличиваться (для наружной поверхности) или уменьшаться (для внутренней) .
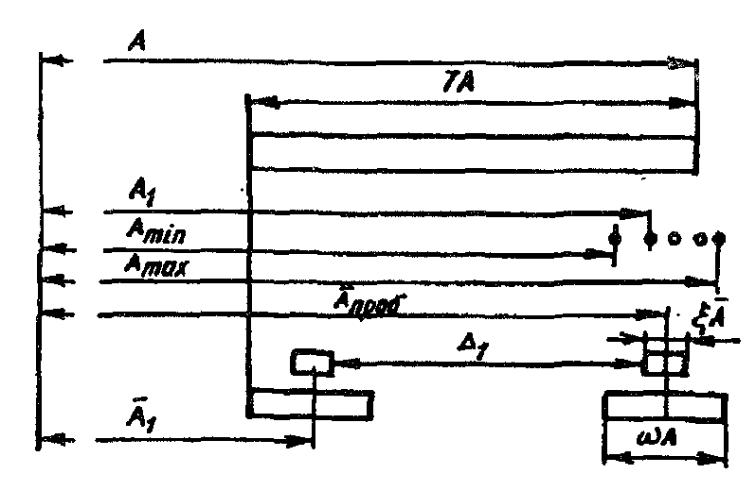
Размерная настройка осуществляется в три этапа: 1) индивидуальная настройка по первой заготовке; 2) обработка пробной партии из т = 5...10 заготовок; 3) анализ результатов измерения деталей пробной партии и первая коррекция размерной настройки с целью так расположить в пределах поля допуска ТА мгновенное поле рассеяния wА размера А, чтобы получить максимальный запаc h\ на изнашивание инструмента. На рис. 4.20 приведена схема выполнения процедур размерной настройки на партию.