

1.5. Выбор оборудования
Выбирая станки для обработки детали, руководствуемся следующим основным принципом:
станок должен обеспечивать требуемую точность обработки и качество обработки;
производительность станка должна соответствовать заданной производственной программе выпуска детали;
мощность станка должна обеспечивать обработку твердосплавными режущими инструментами на оптимальных режимах резания;
размеры рабочей зоны станка должны соответствовать размерам обрабатываемой детали;
выбор оснастки должен способствовать повышению производительности труда и точности обработки.
Таблица 1.5.1 Выбор оборудования
№ операции |
Наименование операции |
Используемое оборудование |
05 |
Токарная |
Токарно-фрезерный станок CTX gamma 2000 TC |
010 |
Токарная |
Токарно-фрезерный станок CTX gamma 2000 TC |
015 |
Токарная |
Токарно-фрезерный станок CTX gamma 2000 TC |
020 |
Токарная |
Токарно-фрезерный станок CTX gamma 2000 TC |
025 |
Протяжная |
Токарно-фрезерный станок CTX gamma 2000 TC |
030 |
Токарная |
Токарно-фрезерный станок CTX gamma 2000 TC |
035 |
Сверлильная |
Токарно-фрезерный станок CTX gamma 2000 TC |
040 |
Токарная |
Токарно-фрезерный станок CTX gamma 2000 TC |
045 |
Промывочная |
Моечная ванна |
050 |
Контрольная |
Измерительные инструменты, и образцы шероховатости. |
1.6 Расчет припусков на механическую обработку
Рассчитаем припуск на размер поверхности 1.
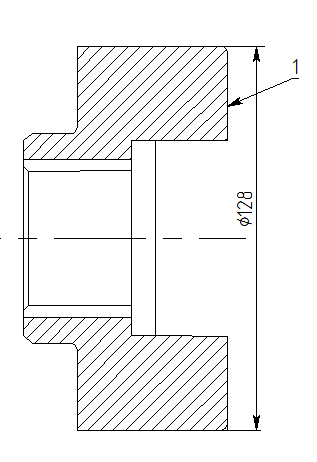
Рисунок 1.6.1 Эскиз поверхности детали
Погрешность заготовки рассчитываем по формуле:
 (1.6.1)
(1.6.1)
где
 —погрешности
штампованных заготовок по смещению
(
—погрешности
штампованных заготовок по смещению
( );
);
 —погрешности
штампованных заготовок по эксцентриситету
(
—погрешности
штампованных заготовок по эксцентриситету
( );
);


Погрешность
установки
 на выполняемом переходе при определении
промежуточного припуска характеризуется
величиной смещения обрабатываемой
поверхности, которое должно компенсироваться
дополнительной составлявщей промежуточного
припуска:
на выполняемом переходе при определении
промежуточного припуска характеризуется
величиной смещения обрабатываемой
поверхности, которое должно компенсироваться
дополнительной составлявщей промежуточного
припуска:
 ,
(1.6.2)
,
(1.6.2)
где
 —погрешность
закрепления (принимаем по справочным
таблицам [6]
—погрешность
закрепления (принимаем по справочным
таблицам [6]
 );
);
 —погрешность
базирования (принимаем по справочным
таблицам [6]
—погрешность
базирования (принимаем по справочным
таблицам [6]
 ).
).
Получаем:
 .
.
Тогда погрешность установки при сверлении:
 .
.
На основании записанных в таблице данных производим расчет минимальных значений межоперационных припусков пользуясь основной формулой:
 (1.6.3)
(1.6.3)
Минимальный припуск под точение черновое:

Минимальный припуск под точение чистовое:

Графу «Расчетный размер» заполняем начиная с конечного (чертежного) размера последовательным вычитанием расчетного минимального припуска каждого технологического перехода.
Таким образом, имея чертежный размер, после последнего перехода (чистовое точение) для остальных переходов получаем:


Минимальные
предельные значения припусков
 равны разности наибольших предельных
размеров выполняемого и предшествующего
переходов, а максимальные значения
равны разности наибольших предельных
размеров выполняемого и предшествующего
переходов, а максимальные значения
 —соответственно
разности наименьших предельных размеров.
—соответственно
разности наименьших предельных размеров.
Тогда для чистового точения:


для чернового точения:


Технологичес- кие переходы обработки поверхности |
Элементы припуска, мкм |
Расчетный
при-пуск
|
Расчетный размер
|
Допуск
|
Предельный размер, мм |
Предельные значения припусков, мкм |
|||||
|
T |
|
|
|
|
|
|
||||
Заготовка |
150 |
250 |
940 |
|
|
124,696 |
1000 |
123,696 |
124,696 |
|
|
Черновое точение |
50 |
50 |
47 |
600 |
|
125,01 |
160 |
124,85 |
125,01 |
1,154 |
0,314 |
Чистовое точение |
30 |
30 |
|
30 |
|
128,040 |
40 |
128 |
128,040 |
3,15 |
3,03 |
Итого |
|
|
|
|
|
|
|
|
|
4,304 |
3,344 |
 ,
мкм
,
мкм ,
мм
,
мм ,
мкм
,
мкм








Таблица 1.6.1 –Расчет припусков и предельных размеров по технологическим переходам на обработку поверхности муфты