

Введение
Одной из основных целей, стоящих перед любым машиностроительным предприятием в настоящий момент, является повышение конкурентоспособности: как выпускаемой продукции, так и предприятия в целом. Едва ли не самым прогрессивным путем достижения такой цели является автоматизация технологических процессов и производств.
Происходит это потому, что характерным признаком современного производства является частая сменяемость изделий при сравнительно небольших объемах выпуска в сочетании с возрастанием требований к производительности. Противоречия требований мобильности и производительности находят разрешение в создании гибких производственных систем (ГПС) – одного из конечных «продуктов» автоматизации.
ГПС – совокупность в различных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов (РТК), гибких производственных модулей (ГПМ), отдельных единиц технологического оборудования и систем обеспечения их функционирования в автоматическом режиме в течение заданного периода времени.
Совершенствование технологических методов изготовления машин имеет при этом первостепенное значение. Качество машины, надежность, долговечность и экономичность в эксплуатации зависят не только от совершенства ее конструкции, но и от технологии производства. Применение прогрессивных высокопроизводительных методов обработки, обеспечивающих высокую точность и качество поверхностей деталей машины, методов упрочнения рабочих поверхностей, повышающих ресурс работы деталей и машины в целом, эффективное использование современных автоматических и поточных линий, станков с программным управлением (в том числе и многооперационных), электронных вычислительных машин и другой новой техники,— все это направлено на решение главных задач: повышения эффективности производства и качества продукции.
I. Технологический раздел
1.1 Назначение и конструкция обрабатываемой детали
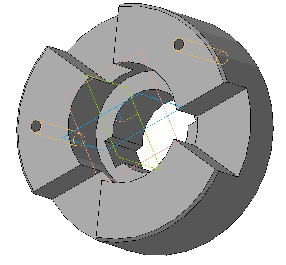
Рис. 1.1 – Муфта упругая втулочно-пальцевая
Муфты – устройства, предназначенные для соединения концов валов или для соединения валов с расположенными на них деталями.
Основное назначение муфт – передача вращающего момента без изменения его модуля и направления. Муфты могут выполнять и другие функции: предохранять механизм от перегрузок, компенсировать несоосность валов, разъединять или соединять валы во время работы и др.
Упругие муфты относятся к постоянным муфтам. Основная часть этих муфт – упругий элемент, который передает вращающий момент от одной полумуфты к другой. Упругие муфты смягчают толчки и удары, служат средством защиты от резонансных крутильных колебаний, возникающих вследствие неравномерного вращения, допускают сравнительно большие смещения осей соединяемых валов. Основная характеристика упругих муфт – жесткость или (обратная жесткости величина) податливость и деформирующая способность, т.е. способность превращать в теплоту энергию при деформации упругих элементов муфты. По конструкции упругие муфты разнообразны. По материалу упругих элементов они делятся на две группы: муфты с неметаллическими и муфты (обычно резиновыми) с металлическими упругими элементами.
Материал муфт – чугун или сталь. В нашем случае применяется сталь 45.
Химический состав стали, и микроструктура соответствуют требованиям ГОСТ 1050-88 представлены в таблице 1.1:
Таблица 1.1- Химический состав стали 45 (ГОСТ 1050-88)
Марка Стали |
Химический состав, % |
|||||||
C |
Si |
Mn |
S |
P |
Ni |
Cr |
Cu |
|
Сталь 45 |
0,42-0,50 |
0,17-0,37 |
0,5-0,8 |
0,045 |
0,045 |
0,3 |
0,25 |
0,3 |
Таблица 1.2. - Механические свойства стали 45(ГОСТ 1050 - 88)
не менее |
αн,кг/см2 |
НВ (не более) |
|||||
Gт,кг/мм2 |
Gвр,кг/мм2 |
δ,% |
ψ,% |
||||
36 |
61 |
16 |
40 |
5 |
241 |
||