

2.4 Основні вимоги до вибору рознімання форми
Рознімання форми повинне бути плоским; при фасонній поверхні рознімання його побудова повинна виконуватися лініями, що мають певну геометричну форму, що спрощує процес виготовлення, доведення й контролю модельних плит. Число окремих частин повинне бути мінімальним; при масовому й серійному виробництві, якщо не можна змінити конструкцію виливка, їх варто заміняти стрижнями.
Рознімання форми повинно бути таким, щоб всі або основні стрижні встановлювалися в нижній напівформі й забезпечували тим самим максимально зручні процеси зборки форми, її обробки, фарбування й просушування, а також контроль установки стрижнів.
Рознімання форми повинно бути таким, щоб забезпечити зручний вивід газів із всіх стрижнів і поглиблених (при ґрунтовому формуванні) ділянок форми.
2.5 Розробка креслення виливка
Основою для проектування виливка є креслення деталі (рисунок 5). На кресленні деталі крім основних розмірів зазначена шорсткість поверхні й залежно від її величини студент вирішує питання про необхідність механічної обробки даної поверхні. Інші поверхні, які не підлягають механічній обробці, зазначені у правому верхньому куті креслення.
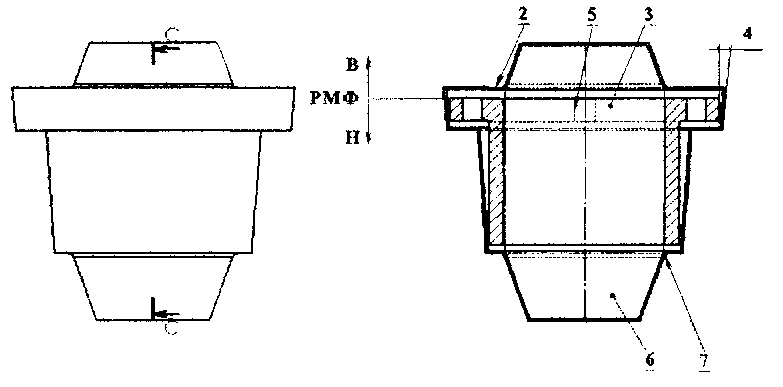
1 - площина рознімання моделі й форми; 2 - контур виливка;
3 - стрижень; 4 - формувальний ухил; 5 - отвори, що не відливають;
6 - стрижневий знак; 7 - радіус закруглення
Рисунок 5 – Ескіз виливка й моделі
На кресленні деталі умовною позначкою наносять: припуски на механічну обробку; технологічні припуски (ливарні ухили, напуски, жолобники); лінії рознімання форми й контури стрижнів і їхніх знакових частин; і установки прибутків (якщо вони необхідні); всі розміри, марку сплаву, і т.п.
2.6 Припуски й допуски розмірів виливка
Припуски на механічну обробку призначаються відповідно до ГОСТ 26645 "Виливка з металів і сплавів. Допуски розмірів, маси й припуски на механічну обробку".
2.7 Допуски розмірів
Спочатку призначають допуски на розміри, які будуть змінюватися за рахунок припуску. Відповідно до класу точності, призначаємо допуски на кожний розмір.
2.7 Припуски на механічну обробку
Припуски встановлюються на кожний елемент виливка залежно від допуску на розмір, що змінюється від даного припуску.
2.8 Призначення формувальних ухилів моделей
Формувальні ухили моделей виконуються на вертикальних формотворних поверхнях моделей для забезпечення гарного витягу моделі без руйнування форми. Величини ухилів призначаються за ГОСТ 3212.
2.9 Оформлення креслення виливка
Креслення виливка виконується на карті ескізів відповідно до вимог ЕСКД і ГОСТ 3.1125-88 "Правила графічного виконання елементів ливарних форм і виливків". Допускається графічний документ на виливок зображувати на врахованій копії креслення, при цьому елементи виливка варто виконувати червоним кольором.
 Всі
технологічні вказівки на виливок:
припуски, стрижні, ливникову систему й
інші -
показуються
на кресленні тонкою лінією. Допускається
їхнє кольорове зображення. Ливникову
систему, необхідно показувати так,
щоб було зрозуміло її розташування
стосовно виливка. Додатково показуються
перетини всіх елементів ливникової
системи відповідно до загальтехнічних
стандартів. Під кожним перетином
робиться напис, у якій вказуються сумарна
площа перетинів, кількість даного
елемента й площа одного перетину. На
вільному полі креслення виливка робиться
напис про технічні умови, у якій вказуються
інші вимоги, не відбиті на кресленні, у
тому числі: точність виливка, формувальні
ухили, незазначені радіуси, ливарна
усадка сплаву, якщо потрібно - додаткові
вимоги до хімічного складу й структури,
термообробка, гідравлічні випробування
й інші.
Всі
технологічні вказівки на виливок:
припуски, стрижні, ливникову систему й
інші -
показуються
на кресленні тонкою лінією. Допускається
їхнє кольорове зображення. Ливникову
систему, необхідно показувати так,
щоб було зрозуміло її розташування
стосовно виливка. Додатково показуються
перетини всіх елементів ливникової
системи відповідно до загальтехнічних
стандартів. Під кожним перетином
робиться напис, у якій вказуються сумарна
площа перетинів, кількість даного
елемента й площа одного перетину. На
вільному полі креслення виливка робиться
напис про технічні умови, у якій вказуються
інші вимоги, не відбиті на кресленні, у
тому числі: точність виливка, формувальні
ухили, незазначені радіуси, ливарна
усадка сплаву, якщо потрібно - додаткові
вимоги до хімічного складу й структури,
термообробка, гідравлічні випробування
й інші.
Креслення виливка з технологічними вказівками вважається повним, якщо по ньому можна одержати всю інформацію про технології одержання виливка.