

Приклад 1.
Розрахувати такт ліній, необхідну кількість робочих місць та ступінь їх завантаження, вибрати тип та визначити основні параметри конвеєра, його швидкість та тривалість технологічного циклу.
Добова програма для ліній – 450 шт.; технологічні втрати складають 1,4 %. Лінія працює у дві зміни, тривалість зміни – 492 хв. Крок конвеєра – 1,5 м.
Норми часу на операціях наведені у таблиці 2:
Таблиця 2 – Норми часу
Номер операції |
1 |
2 |
3 |
Норма часу, хв |
6,5 |
4,3 |
8,7 |
Регламентовані перерви для відпочинку у зміну – 40 хв.
Розв’язування
1. Розрахунок програми запуску з урахуванням технологічних
втрат:

Такт лінії:

Швидкість конвеєра:
 .
.
Розрахунок основних параметрів конвеєра зведено у таблиці 3:
Таблиця 3 – Розрахунок основних параметрів конвеєра
Номер операції |
tшті |
Cpi=ti/r |
Спрі |
Кзаві=Срі/Спрі |
Lробі=l0/Спрі |
1 2 3 |
6,5 4,3 8,7 |
3,25 2,15 4,35 |
4 2 5 |
0,81 1,07 0,87 |
6 3 7,5 |
Довжина робочої частини конвеєра:

Вибираємо безперервно-поточну лінію з робочим конвеєром.
Загальна кількість робочих місць на лінії:
Тривалість циклу виготовлення деталей:
![]()
Приклад 2
Технологічний процес обробки деталі на прямоточній лінії складається з чотирьох операцій з наступною тривалістю, хв: t1=1,9, t2=1,1, t3= 2,1, t4=1,3. Дільниця працює у дві зміни, змінна програмі запуску 300 шт. Ритм лінії (період комплектування) у цьому випадку прийнятий рівним половині тривалості зміни (0,5 Тзм = 240 хв).
Розрахувати такт лінії, кількість робочих місць та чисельність робітників на лінії, скласти графік-регламент роботи обладнання і робітників, розрахувати міжопераційні припаси та побудувати графік їх руху.
Розв’язування
Такт лінії:
Розрахунок кількості робочих місць, кількості робітників на лінії, їх завантаження зведено у таблицю 4.
Таблиця 4 – План-графік роботи потокової лінії
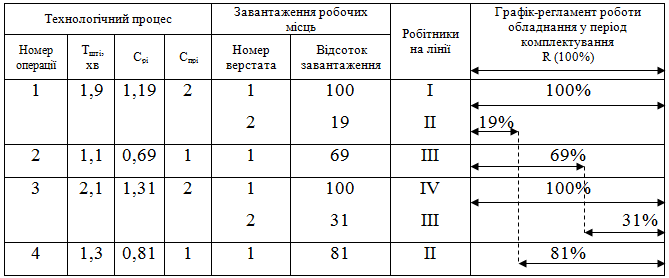
Розрахунок міжопераційних зворотних припасів:
Тп=0,19*240 – період роботи на суміжних операціях (рисунок 1) при незмінній кількості працюючих верстатів, хв.
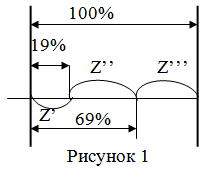

У період часу 0,5*240=120 хв. На двох суміжних операціях працює по одному верстату.

У період часу Тз=0,31*240=74,4 хв. на другій операції верстат простоює.

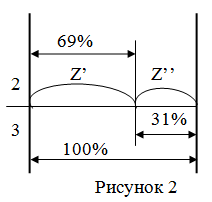
з рисунку 2 визначаємо:


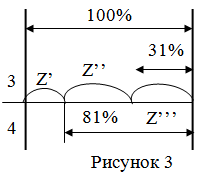
з рисунку 3 визначаємо:



На основі розрахунків будується графік (епюри) (рисунок 4) між операційних оборотних припасів (їхнього руху).
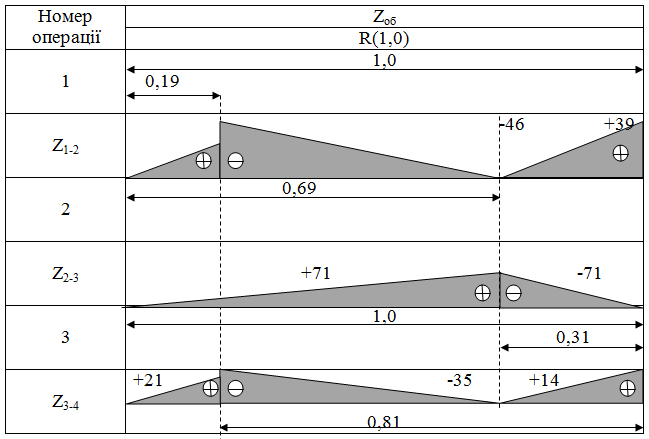
На основі епюрів обладнання розміщується з урахуванням найбільшої прямо точності руху предметів праці і наближення верстатів, які обслуговуються одним робітником.