

13. Стадии деформации при вырубке и пробивке в штампах
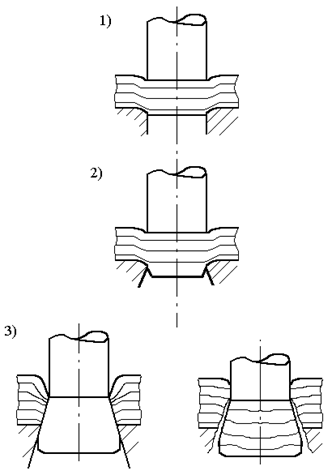
1)стадии упругих деформаций, во время которых происходит упругое сжатие и изгиб металла с легким вдавливанием его в отверстие матрицы. При этом напряжения в металле не превосходят предела упругости;
2) стадии пластических деформаций, в течение которой происходит вдавливании пуансона в материал и выдавливание его в отверстие матрицы с сильным изгибом и растяжением волокон. К концу этой стадии напряжения вблизи режущих кромок достигают максимальной величины, соответствующей сопротивлению металла срезу (сдвигу);
3) стадии скалывания, в течение которой происходит возникновение сначала микро -, а затем макротрещин, образующихся из режущих кромок пуансона и матрицы, направленных по линиям наибольших деформаций сдвига (поверхностям скольжения).
Скалывающие трещины зарождаются у режущих кромок пуансона и матрицы, распространяются на внутренние слои и вызывают отделение одной части металла от другой. При дальнейшем движении пуансон проталкивает деталь через рабочую шейку матрицы.
Напряженно – деформированное состояние возникает по линиям скольжения между режущими кромками пуансона и матрицы.
14. ЗАЗОР МЕЖДУ РАБ. ЧАСТЯМИ ПРИВЫРУБКУ И ПРОБИВКЕ, ЕГО ВЛИЯНИЕ НА ПРОЦЕСС.
Зазором
называется разность между размерами
рабочих частей матрицы и пуансона

 При
вырезании или пробивании изделий
некруглой формы вместо диаметров
принимаются расстояния между матрицей
и пуансоном. Величина зазора влияет
на: 1) качество вырубаемого (пробиваемого)
изделия, 2) точность изделия, 3) усилие
штамповки, 4) стойкость штампа. Величину
зазора определяют исходя из угла
скалывающих трещин и глубины проникновения
пуансона
При
вырезании или пробивании изделий
некруглой формы вместо диаметров
принимаются расстояния между матрицей
и пуансоном. Величина зазора влияет
на: 1) качество вырубаемого (пробиваемого)
изделия, 2) точность изделия, 3) усилие
штамповки, 4) стойкость штампа. Величину
зазора определяют исходя из угла
скалывающих трещин и глубины проникновения
пуансона
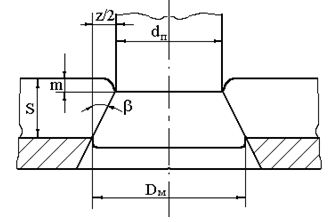
 ,где β
угол скалывания, mсредняя
величина вдавливания пуансона. Величину
зазора можно определить также как:
,где β
угол скалывания, mсредняя
величина вдавливания пуансона. Величину
зазора можно определить также как:
 где
s-
толщина материала,k
- коэффициент, зависящий от механических
свойств материалов. Для латуни, меди,
мягкой стали –k=20.
Материалы средней твердости - k=16.
Для твердых материалов –k=14.
В зависимости от толщины материала
величину зазора можно принять следующей:
Для точных работ до Н14 z=0,04S-
мягкие материалы, z=0,05S
- средней твердости, z=0,06S
- твердые материалы. Для обычных работ
от Н14 z=0,069S-
мягкие материалы, z=0,08S-
средней твердости, z=0,10S
- твердые материалы. Величины зазоров
подсчитанные по формулам или принимаемые
по справочникам – диаметральные зазоры,
а не зазоры, принимаемые на сторону.
Так как в процессе работы изнашивается
пуансон и матрица и происходит увеличение
зазора, то назначение зазора должно
быть большим расчетного или взятого
из таблицы. Величина максимального
зазора зависит от величины допусков
на износ пуансона и матрицы, он может
быть допустим до 20 – 40% толщины при
условии работы острым инструментом.
При вырезке, пробивке материала толщиной
менее 0,25 мм, зазором обычно пренебрегают
и пригоняют пуансон по матрице. Правило
начисления зазора.
Величина вырубаемой детали зависит от
размера матрицы, а величина пробиваемого
отверстия от величины пуансона. Т.е. в
случае вырубаемого контура матрица
должна изготовляться по размеру детали,
а зазор осуществляется за счет пуансона;
при пробивке отверстия пуансон делается
по размеру отверстия, а зазор идет за
счет матрицы. Влияние
зазора на качество среза.
Чистая и ровная поверхность среза
получается при правильно выбранном
зазоре и острых кромках пуансона и
матрицы. При малом зазоре скалывающие
трещины не совпадают и образуют
перемычку, которая затем перерезается
режущими кромками, образуя заусенец.
Таким образом получается двойной срез
и рваная поверхность среза. Затрачивается
дополнительное усилие. При больших
зазорах и затупленных режущих кромках
происходит изгиб материала. Скалывающие
трещины также не совпадают, в результате
получается кольцевая перемычка, которая
не поддается вторичному срезанию –
она просто разрывается. Боковая
поверхность среза получается шероховатой
с большим коническим сужением вверх и
большим заусенцем. Однако при острых
режущих кромках величина зазора не
оказывает очень большого влияния на
появление заусенца. Если затуплена
кромка матрицы, заусенец появляется
на отходе, если тупой пуансон зазор
появляется на изделии.
Влияние зазора на усилие.
Наименьшее усилие имеет место при
нормальном зазоре. Усилие при недостаточных
зазорах возрастает на 25 – 30% по сравнению
с нормальным.
где
s-
толщина материала,k
- коэффициент, зависящий от механических
свойств материалов. Для латуни, меди,
мягкой стали –k=20.
Материалы средней твердости - k=16.
Для твердых материалов –k=14.
В зависимости от толщины материала
величину зазора можно принять следующей:
Для точных работ до Н14 z=0,04S-
мягкие материалы, z=0,05S
- средней твердости, z=0,06S
- твердые материалы. Для обычных работ
от Н14 z=0,069S-
мягкие материалы, z=0,08S-
средней твердости, z=0,10S
- твердые материалы. Величины зазоров
подсчитанные по формулам или принимаемые
по справочникам – диаметральные зазоры,
а не зазоры, принимаемые на сторону.
Так как в процессе работы изнашивается
пуансон и матрица и происходит увеличение
зазора, то назначение зазора должно
быть большим расчетного или взятого
из таблицы. Величина максимального
зазора зависит от величины допусков
на износ пуансона и матрицы, он может
быть допустим до 20 – 40% толщины при
условии работы острым инструментом.
При вырезке, пробивке материала толщиной
менее 0,25 мм, зазором обычно пренебрегают
и пригоняют пуансон по матрице. Правило
начисления зазора.
Величина вырубаемой детали зависит от
размера матрицы, а величина пробиваемого
отверстия от величины пуансона. Т.е. в
случае вырубаемого контура матрица
должна изготовляться по размеру детали,
а зазор осуществляется за счет пуансона;
при пробивке отверстия пуансон делается
по размеру отверстия, а зазор идет за
счет матрицы. Влияние
зазора на качество среза.
Чистая и ровная поверхность среза
получается при правильно выбранном
зазоре и острых кромках пуансона и
матрицы. При малом зазоре скалывающие
трещины не совпадают и образуют
перемычку, которая затем перерезается
режущими кромками, образуя заусенец.
Таким образом получается двойной срез
и рваная поверхность среза. Затрачивается
дополнительное усилие. При больших
зазорах и затупленных режущих кромках
происходит изгиб материала. Скалывающие
трещины также не совпадают, в результате
получается кольцевая перемычка, которая
не поддается вторичному срезанию –
она просто разрывается. Боковая
поверхность среза получается шероховатой
с большим коническим сужением вверх и
большим заусенцем. Однако при острых
режущих кромках величина зазора не
оказывает очень большого влияния на
появление заусенца. Если затуплена
кромка матрицы, заусенец появляется
на отходе, если тупой пуансон зазор
появляется на изделии.
Влияние зазора на усилие.
Наименьшее усилие имеет место при
нормальном зазоре. Усилие при недостаточных
зазорах возрастает на 25 – 30% по сравнению
с нормальным.