

200. ℓiпл. 1600800
Для всех контактных площадок ℓпл выбираем равной 300 мкм.
Общая площадь SQпл, занимаемая на подложке контактными площадками, рассчитывается по формуле:
![]()
где Q - количество контактных площадок.
SQпл = 6 [контактные площадки: резистор - проводник]
+ 8 [контактные площадки: проводник - проводник]
+ 2 [контактные площадки: для припайки выводов]
SQпл = 6·(580 × 300)+8·(500 × 500)+2·(500 × 500) = 3544000 мкм2 = 0,03544 см2.
После произведенных расчетов контактные площадки, расположенные на подложке ИМС, изображены на рис. 4.4 (масштаб 20:1).

рис. 4.3
Выбор типоразмера подложки ИМС.
Расчет общей площади SΣ, занимаемой пленочными элементами, проводниками и контактными площадками:
S = SRI + SCG + Sпр + SQпл ,
где SRI, SCG, Sпр и SQпл – общие площади резисторов, конденсаторов, проводников и контактных площадок.
Sz = 0,082 + 0,27026 + 0,1699 + 0,03544 = 0,5576 см2
Определяем необходимую площадь Sп подложки:
Sп = S / ks,
где ks = (0,4.. .0,6) - выбираемый коэффициент использования подложки.
Sn =0,5576/0,5=1,1152 см2
Из табл.2 по данным расчетов выбран ближайший типоразмер подложки: № 10 (10×12 мм, S = 1,2 мм2).
5. Разработка топологии имс
Разработка топологии включает в себя компоновку элементов ИМС на подложке и разработку топологического чертежа ИМС в увеличенном масштабе. Исходными данными для разработки топологии являются:
1) разработанная коммутационная схема соединений - преобразованная электрическая схема ИМС, (представленная на рис.2)
2) рассчитанные в пп. 4.1..4.4 геометрические размеры пленочных элементов (резисторов, конденсаторов, проводников и контактных площадок);
3) размеры подложки;
4) технологические, электрические (схемотехнические), эксплуатационные и конструктивные данные, требования и ограничения, описанные в соответствующих разделах.
Разработанный топологический чертёж, выполненный в масштабе 20:1, представлен на рис. 5.1
6. Разработка технологии изготовления микросборки
Основные технологические операции при производстве гибридных ИМС
При производстве различных типов гибридных интегральных микросхем технологический процесс может содержать различные операции.
Основные операции при производстве гибридных ИМС:
Получение подложки;
Очистка подложки от химических и физических загрязнений;
Нанесение резистивной пленки;
Нанесение проводящей пленки;
Фотолитография и травление;
Лужение контактных площадок;
Контроль и подгонка резисторов;
Установка и распайка компонентов;
Установка платы в корпус и распайка выводов;
Герметизация;
Выходной контроль;
Рассмотрим более подробно эти операции.
Получение подложки
Конструктивной основой гибридных ИМС является изоляционная подложка, которая существенно влияет на параметры пленочных элементов и на надежность микросхемы.
Подложка для пленочной микросхемы должна обладать хорошими диэлектрическими, механическими и температурными свойствами, т.е. подложка должна иметь малый температурный коэффициент линейного расширения, высокую механическую прочность, большое удельное сопротивление.
Материал, используемый для изготовления подложек, должен иметь однородный состав, гладкую поверхность (с чистотой обработки по 12—14-му классу), обладать высокой электрической и механической прочностью, быть химически инертным, обладать высокой теплостойкостью и теплопроводностью, коэффициенты термического расширения материала подложки и осаждаемой пленки должны быть близки по значению. Вполне понятно, что практически почти невозможно подобрать материалы для подложек, которые в равной степени удовлетворяли бы всем перечисленным требованиям.
В качестве подложек для гибридных ИС использую ситалл, фотоситалл, высокоглиноземистую и бериллиевую керамику, стекло, поликор, полиамид, а также металлы, покрытые диэлектрической пленкой.
Ситаллы—это стеклокерамические материалы, получаемые путем термообработки (кристаллизации) стекла. Большинство ситаллов получено в системах Li2О-Аl2О3-SiO2-ТiO2 и RО-Al2О3-SiO2-ТiO2 (КО типа СаО, МgО, ВаО).
В отличие от большинства высокопрочных тугоплавких кристаллических материалов ситалл обладает хорошей гибкостью при формировании. Его можно прессовать, вытягивать, прокатывать и отливать центробежным способом, причем он выдерживает резкие перепады температуры. Он имеет низкие диэлектрические потери, по электрической прочности не уступает лучшим сортам вакуумной керамики, и по механической прочности в 2—3 раза прочнее стекла. Ситалл не порист, газонепроницаем и имеет незначительное газовыделение при высоких температурах.
Поскольку по своей структуре ситаллы многофазны, то при воздействии на них различных химических реактивов, применяемых, например, для очистки поверхности подложки от загрязнений, возможно глубокое селективное травление отдельных фаз, приводящее к образованию резкого и глубокого рельефа на поверхности подложки. Наличие шероховатостей на поверхности подложки снижает воспроизводимость параметров и надежность тонкопленочных резисторов и конденсаторов. Поэтому для уменьшения высоты и сглаживания краев микронеровностей иногда на подложку наносят грунтующий слой из материала, обладающего хорошими диэлектрическими и адгезионными свойствами, а также однородной структурой (например, слой моноокиси кремния толщиной в несколько микрон).
Очистка подложки от химических и физических загрязнений.
Этот этап производства включает в себя следующие операции:
шлифовка;
полировка;
обезжиривание;
промывка в особо чистой воде;
Шлифовка и полировка диэлектрической подложки необходимы для получения ровной поверхности. При неровной поверхности на подложке скапливаются различные вещества, ухудшающие диэлектрические свойства подложки, кроме того, при тонкопленочной технологии, неровность подложки приведет к дефектам напыляемых пленок. Также, от качества поверхности и её чистоты зависят адгезионные свойства подложки (способность обеспечивать крепкое соединение с наносимыми пленками).
При обезжиривании используются различные растворители - органические соединители, способные растворять жиры, масла, воски, смолы, углеводороды (бензол, толуол, ксилол) или их смеси (бензин, лигроин, керосин, скипидар), а также используются различные спирты и некоторые другие растворители.
Для окончательного удаления загрязнений и самих растворителей, используется промывка в воде. Так как в воде растворимы многие соли, оксиды, кислоты и щелочи, природная вода никогда не может быть совершенно чистой и не может быть использована для отмывки пластин. Для этих целей используется особо чистая вода: дистиллированная - для предварительной отмывки и деионизованная (ионообменная) для заключительной.
Дистиллированная вода, получаемая многократной дистилляцией, содержит небольшое количество примесей (сухой остаток равен 5мг/л) и её электрическое сопротивление не превышает 100 кОм×см.
Деионизованную воду получают методом ионного обмена, сущность которого состоит в том, что в системе вода-ионит происходит обмен ионами. В воде всегда содержатся катионы железа, меди, кальция и т.п. и анионы хлоридов, сульфидов, бикарбонатов. Для очистки воды от них используют иониты - специальные катионовые и анионовые смолы. Удельное сопротивление деионизованной воды марки А -20 Мом×см, а марки Б – 1 Мом×см.
Нанесение резистивного и проводящего слоев
После очистки подложки на неё наносится резистивный, а затем проводящий слой.
Основными методами нанесения тонких пленок в технологии ИМС являются: термическое испарение в вакууме, катодное, ионно-плазменное и магнетронное распыления.
Термическое испарение в вакууме 10-3 - 10 -4 Па предусматривает нагрев материала до температуры, при которой происходит испарение, направленное движение паров этого материала и его конденсация на поверхности подложки. Рабочая камера вакуумной установки (рис. 6.1, а) состоит из металлического или стеклянного колпака 1, установленного на опорной плите 8. Резиновая прокладка 7 обеспечивает вакуум-плотное соединение. Внутри рабочей камеры расположены подложка 4 на подложкодержателе 3, нагреватель подложки 2 и испаритель вещества 6. Заслонка 5 позволяет в нужный момент позволяет прекращать попадание испаряемого вещества на подложку. Степень вакуума в рабочей камере измеряется специальным прибором - вакуумметром.
Катодным (ионным) распылением (Рис. 6.1, б) называют процесс, при котором в диодной системе катод-мишень 9, выполненный из распыляемого материала, оседающие в виде тонкой пленки на подложке 4. Ионизация инертного газа осуществляется электронами, возникающими между катодом-мишенью 9 и анодом 10 при U= 3-5 кВ и давлении аргона 1-10 Па.

Рис. 6. 1 Методы осаждения тонких пленок
а) – термическое испарение в вакууме; б) – катодное распыление; 1 - колпак; 2 – нагреватель подложки; 3 - подложкодержатель; 4 - подложка; 5 - заслонка; 6 - испаритель; 7 - прокладка; 8 – опорная плита; 9 - катод-мишень; 10 – анод
Получение необходимого рисунка пленочных элементов
Необходимая конфигурация пленочных элементов формируется в результате использования следующих наиболее распространенных методов:
съемной (свободной) и контактной маски,
фотолитографии,
комбинированного метода, основанного на одновременном использовании двух предыдущих способов.
После нанесения на подложку резистивного и проводящего слоя подложка имеет вид, представленный на Рис. 6.1.

Рис. 6.1
Необходимо получить определенный рисунок из этих слоев на поверхности подложки (например, для того, чтобы получить пленочный резистор, конфигурация слоев должна соответствовать Рис. 6.2).
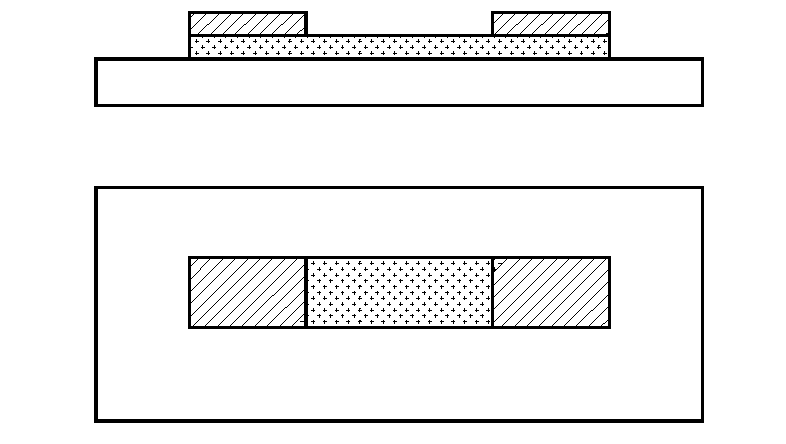
Рис. 6.2
Для получения необходимого рисунка слоев служат операции литографии и травления. В процессе литографии на поверхности в соответствии с необходимой топологией схемы формируется защитная маска. Слово “литография” дословно переводится как рисунок на камне (лито - камень, граф - рисунок). При операции травления участки схемы, не защищенные маской, удаляются.
Количество операций литографии и травления зависит от количества слоев. Вообще говоря, в технологии микроэлектронных устройств литографические процессы наиболее часто повторяемы.
Литографические процессы формируют на поверхности слой стойкого к последующим технологическим воздействиям материала (защитную маску). Для этих целей на поверхность последнего напыленного слоя наносится материал, который способен под действием облучения определенной длины волны необратимо изменять свои свойства и, прежде всего стойкость к проявителям. Этот материал носит название “резист”. Резистный слой, локально облученный с помощью шаблона, обрабатывают в проявителе, где в результате удаления локальных участков получают резистивную маску, т.е. защитный рисунок.
Таким образом, литография - это совокупность фотохимических процессов, в которых можно выделить три основных этапа:
формирование на поверхности материала слоя резиста;
передача изображения с шаблона на этот слой (экспонирование);
получение маски из резиста совпадающей по конфигурации с элементами схемы (проявление).
После получения защитной маски происходит операция травления, в результате которой участки проводящего и резистивного слоя, не покрытые защитной маской, удаляются в специальном растворе. Операции литографии и травления поясняет Рис. 6.3. На этом рисунке отображены следующие этапы литографии и травления:
1-исходная заготовка (подложка с резистивным и проводящим слоями),
2-после нанесения резиста и его сушки,
3-экспонирование через шаблон 8 (1-ая литография),
4-после проявления резиста, удаления необлученных участков резиста и задубливания облученных участков резиста,
5-после удаления проводящего и резистивного слоев, не защищенных маской (травление) и удаления облученных участков резиста,
6-повторное нанесение резиста;
Затем повторяются операции экспонирования (но уже через шаблон 9),
удаление необлученных участков резиста,
травление только проводящего слоя, удаление облученных участков резиста,
7 - конфигурацию пленочного резистора,
10-вид сверху.
В зависимости от длины волны применяемого излучения различают оптическую (фотолитография), рентгеновскую, электронную и ионную литографии. Причем, чем меньше длина волны, тем меньшие размеры элементов можно получить.
Фотолитография может быть контактной (шаблон при переносе изображения приводится в плотный контакт с фоторезистом), бесконтактной (на микрозазоре) и проекционной.

Рис. 6.3
При изготовлении данной ИМС целесообразно применить комбинированный метод, основанный на использовании принципов масочного и фотолитографического методов.
В этом методе масочный способ применяется для изготовления пленочных конденсаторов, а фотолитография используется для формирования конфигурации резисторов, проводников и контактных площадок. Типовой технологический процесс данного метода состоит из следующих технологических циклов:
первый цикл - напыление на ситалловую подложку (СТ 50-1), первого сплошного резистивного слоя;
второй цикл - нанесение поверх первого слоя второго слоя материала проводников и контактных площадок (см. рис. 6.1, б);
третий цикл – первая фотолитография для формирования конфигурации проводников и контактных площадок, (маска и подложка слоя проводников и контактных площадок – рис. 7.1 и рис. 7.2 Приложения соответственно);
четвертый цикл – вторая фотолитография для формирования пленочных резисторов, (маска и подложка резистивного слоя – рис. 7.3 и рис. 7.4 Приложения соответственно);
пятый цикл - используется метод съемной маски в непрерывном вакуумном процессе напыления нижних обкладок конденсаторов, диэлектрика конденсаторов, верхних обкладок конденсаторов (см. рис. 6.1, а), а также формируется через соответствующую съемную маску защитный диэлектрический слой ИМС (в данном случае выбрана моноокись кремния (SiO) с характеристиками, приведенными в таб. 1.5), маска и подложка защитного диэлектрического слоя – рис. 7.5 и рис. 7.6 Приложения соответственно.
Заключительные технологические операции
После получения необходимого рисунка следуют заключительные операции:
Лужение контактных площадок;
Контроль и подгонка резисторов;
Установка и распайка компонентов;
Установка платы в корпус и распайка выводов;
Герметизация;
Выходной контроль;