

Знайомство з електронною репродукційною технологією
Таблиця 4
Специфіка електронної репродукційної технології
Види технологічних операцій, які підтримуються електронною репродукційною технологією |
Найменування устаткування |
Специфічні риси технологічних операцій |
Ефект для поліграфічного виробництва |
Технологічні операції, які є традиційними для репродукційної технології |
|||
… |
… |
… |
… |
Специфічні технологічні операції електронної репродукційної технології |
|||
… |
… |
… |
… |
2. Аналіз специфіки роботи устаткування прямого лазерного гравіювання.
Основним різновидом електронної репродукційної технології є пряме лазерне гравіювання. Схема прямого лазерного гравіювання представлена на рис.4.

Рис.4.
Схема прямого лазерного гравіювання:
D–
і f–
апертура і фокусна відстань лінзи;
![]() –
розходимість світла, d0
–
діаметр плями
–
розходимість світла, d0
–
діаметр плями
Зазвичай в лазерних установках прямого гравіювання застосовується газовий СО2-лазер, випромінювання якого (10,6 мкм) добре абсорбується різними матеріалами, наприклад, гумами різного складу. Гравіювання рельєфного зображення вимагає застосування лазерів великої потужності від 50 до 1000 Вт.
Недоліки систем прямого лазерного гравіювання:
необхідність видалення продуктів горіння;
високе енергоспоживання;
необхідність періодичної заміни силових елементів лазерів.
Крім того, СО2-лазери не можуть забезпечити запис зображення з лініатурами вище 133-160 lpi із-за великого розходження пучка випромінювання q. Для високих лініатур запису розмір елементарної точки зображення повинен складати 10-12 мкм. Діаметр плями сфокусованого лазерного випромінювання повинен певним чином відповідати обчисленому розміру точки зображення. Відомо, що за правильної організації процесу лазерного гравірування пляма лазерного випромінювання повинна бути дещо більше теоретичного розміру точки тоді між суміжними рядками записаного зображення не залишається необробленого матеріалу. Збільшення плями в 1,5 раз дає оптимальний діаметр плями лазерного випромінювання: d0=15 – 20 мкм. Проте діа-метр плями випромінювання СО2 -лазера зазвичай складає близько 50 мкм, тому друкарські форми, отримані прямим гравіюванням за допомогою СО2-лазера, застосовуються головним чином для друкування шпалер, пакування з нескладними малюнками, зошитів, тобто там, де непотрібний високолініатурний растровий друк.
У звіті з лабораторної роботи необхідно описати механізм роботи устаткування прямого лазерного гравіювання.
3. Вивчення принципів роботи електронно-механічних автоматів гравіювань.
Електронно-механічний автомат гравіювання – це електронний оптико-механічний пристрій для виготовлення форм високого або глибокого друку гравіюванням. Застосування їх підвищує продуктивність праці, скорочує час виготовлення форм і трудомісткість процесу, знижує собівартість продукції за рахунок економії матеріалів, скорочення виробничих площ і виключення з виробництва дорогих фотоматеріалів, репродукційних фотоапаратів, центрифуг, копіювальних рам, травильних машин і іншого устаткування.
Проте електронне гравіювання має ряд обмежень: неефективність виготовлення великоформатних кліше (більше 30x40 см2). Крім того, якість матрицирування з гравійованих кліше дуже низька, що пояснюється специфічним профілем гравійованого пробільного елементу, який гірше заповнюється матричним матеріалом, ніж кліше, виготовлене хімічним травленням.
Суть способу виготовлення форм електронним гравіюванням полягає в тому, що світловий потік, відбитий від оригіналу, пере-твориться в електричний сигнал, який після відповідного посилення поступає до різальної системи, яка безпосередньо створює на формовому матеріалі друкуючі і пробільні елементи.
Вітчизняною промисловістю було випущено значну кількість апаратів електронних гравіювань марки ЕГА. Із зарубіжних автоматів електронних гравіювань найбільшого поширення набув універсальний автомат «Варіоклішограф К-181» західнонімецької фірми «Хелл». Ці машини дозволяють отримувати штрихові і растрові кліше з точковою і лінійною структурою друкувальних елементів з чорно-білих і кольорових оригіналів.
На мал. 6 представлені конструкції двох електронно-механічних автоматів гравіювань, один з яких має одну різальну головку (мал. 5а), а інший (мал. 5б) 14 різальних головок. Електронно-механічний автомат гравіювання складається з масивної станини 4, на яку встановлюють формовий циліндр 2. Електропривід 1 здійснює рівномірне обертання формного циліндра. Уздовж створювальної циліндра по направляючих 5 переміщається каретка 6, на якій розташовано одну або декілька різальних головок 3. Управління автоматом здійснюється з пульта 7.

Рис.5. Електронно-механічний автомат гравіювання для виготовлення форм глибокого друку
Конструкція різальної головки представлена на рис.6. Різальна головка 2, закріплена на регульованій каретці 1, легко знімається. Це потрібно для переходу від однієї лініатури гравірування до іншої, що досягається зміною електромеханічної частини різальної головки. Для регулювання глибини мінімального занурення різця в тиражну сорочку циліндра 5 використовують мікроскоп 3, встановлений на рамі головки, і ручку для мікрометричної подачі 4. Стружка, що утворюється під час гравіювання, відсмоктується потужним насосом.

Рис.6. Різальна головка електронно-механічного автомата гравіювання
У процесі гравіювання сигнали управління, з системи додрукарської підготовки видань поступають в контролер електронно-механічного автомату (рис.7) гравіювання, а потім в цифроаналоговий перетворювач (ЦАП). Перетворені в аналогову форму сигнали управління подаються на обмотку електромагніту, якір якого жорстко пов'язаний з гравіруючим діамантовим різцем. Ці сигнали визначають ступінь занурення різця в мідну поверхню формного циліндра, яка забезпечується за рахунок постійної роботи вібратора різальної головки. Частота вібратора складає від 4 до 9 кГц, і відповідно до цього діамантовий різець гравірує на формі від 4 до 9 тис. осередків в секунду. Для виключення неконтрольованих відхилень в процесі гравіювання унаслідок зносу різця передбачена електронна корекція.
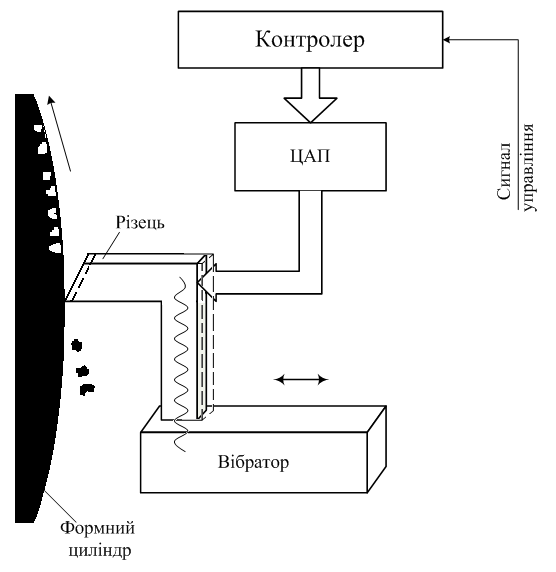
Рис.7. Схема роботи різальної головки
Принципи функціонування електронно-механічних автоматів гравіювань повинні бути відображені в звіті з лабораторної роботи.