

3. Расчет посадки с натягом
Задание. Рассчитать и выбрать посадку с натягом для соединения вала и втулки (d=200мм, d1=80мм, d2=270мм, l=100мм), которое работает под воздействием крутящего момента Мкр=80Нм и осевой силы Рос=60кН. Запрессовка механическая. Материал обеих деталей - сталь 45.
1. Определяем рэ по формуле (3.4):
рэ=![]() =11,24106
Па
=11,24106
Па
2.
Определяем коэффициенты Ламе по формулам
(3.5) и (3.6): Св=![]() -0,3=1,081
-0,3=1,081
Са=![]() +0,3=3,72
+0,3=3,72
3. Определяем Nmin по формуле (3.1):
Nmin=11,241060,2((1,08/2,061011)+(3,72/2,061011))=52,3 мкм
4. Находим поправки к расчетному натягу, используя формулы (3.7) и (3.8), и определяем NminF по формуле (3.9):
u=2(0,410+0,410)=16мкм
Принимаем ut=0 и uц=0, исходя из условий задачи.
NminF=52,3+16=68,3 мкм
5. Определяем допустимое удельное давление на контактирующих поверхностях по формулам (3.10) и (3.11):
рдоп1=0,583,53108(1-(80/200)2)=1,72108 Па
рдоп1=0,583,53108(1-(200/270)2)=0,92108 Па
В качестве рдоп выбирается рдоп2.
6. Определяем величину наибольшего натяга Nmax по формуле (3.12):
Nmax = 0,921080,2((1,08/2,061011)+(3,72/2,061011))=430 мкм
7. Находим поправки к наибольшему натягу и определяем NmaxF по формуле (3.13):
u=16мкм, ut=0, uц=0, uуд=0,78
NmaxF=4300,78+16=351 мкм
8. Выбираем табличную посадку по наибольшему функциональному натягу NmaxF, при которой создавался бы запас прочности соединения и запас прочности деталей:
200 H8/u8, для которой NmaxT=308мкм (NmaxF)
NminT=164мкм (NminF)
Определяем для выбранной посадки запас прочности соединения при сборке и при эксплуатации по формулам (3.14) и (3.15):
Nз.э.=164-68=96 мкм
Nз.с.=351-308=43 мкм
Для правильно выбранной посадки запас прочности соединения при сборке Nз.с. всегда должен быть меньше запаса прочности соединения при эксплуатации Nз.э., потому что Nз.с. нужен только в момент сборки для случая возможного снижения прочности материала деталей и увеличения силы запрессовки из-за перекоса деталей, колебания коэффициента трения и т.д.
9. Строим схему расположения полей допусков выбранной посадки:
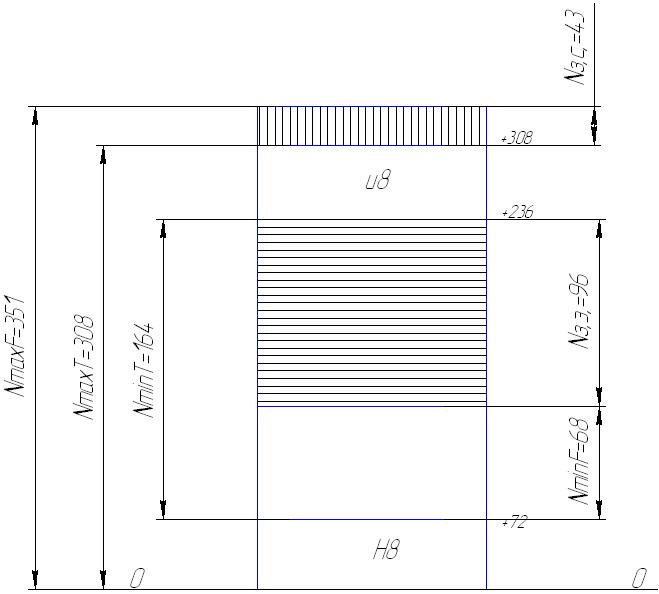
Рис.3.2. Схема расположения полей допусков деталей при посадке с натягом.
4.Расчет размерных цепей.
4.1.Расчет методом максимума-минимума (методом полной взаимозаменяемости).
Задание. В редукторе (рис.4.1.) величина зазора после сборки должна быть в пределах 1,0-1,4 мм. Требуется назначить допуски и предельные отклонения на составляющие размеры.
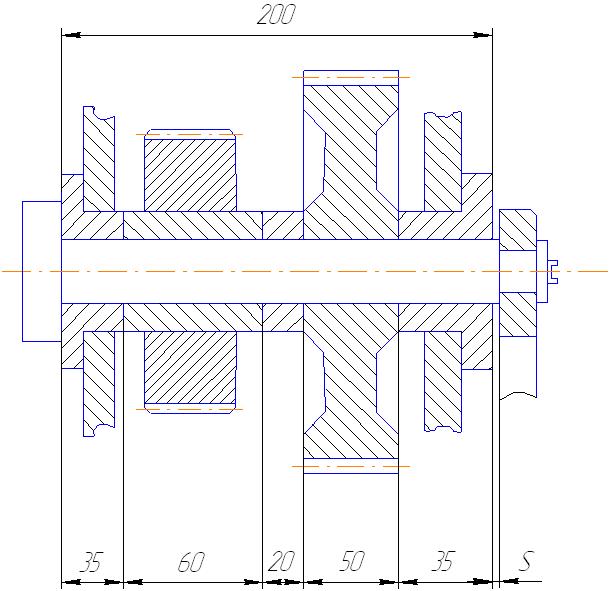
Рис.4.1. Редуктор
Эта задача обратная (второго типа). Замыкающим звеном является зазор S=А0.
Строим схему размерной цепи (рис.4.2.) и определяем, какие составляющие звенья будут увеличивающими и уменьшающими.

![]()



![]()
![]()
![]()
![]()
![]() А0
А0





Рис. 4.2. Схема размерной цепи.
Решение удобнее расположить в виде таблицы (табл.4.1.):
Таблица 4.1.
Аiном,мм |
i,мкм |
ITAi, мкм |
Аi,мм (принятое) |
1 |
2 |
3 |
4 |
А1=200 |
2,90 |
115 |
200+0,115 |
А2=35 |
1,56 |
62 |
35-0,062 |
А3=60 |
1,86 |
74(47) |
|
А4=20 |
1,31 |
52 |
20-0,052 |
А5=50 |
1,56 |
62 |
50-0,062 |
А6=35 |
1,56 |
62 |
35-0,062 |
|
10,75 |
427(400) |
|
Записываем в колонку 1 номинальные значения составляющих звеньев. Затем в колонку 2 выписываем значения единиц допуска i из табл.8.7. для всех составляющих размеров.
Полагая, что все составляющие размеры размерной цепи равноточны (способ равноточных допусков), т.е. должны выполняться по одному квалитету, и значение допуска размера определяется как
ТАi = аii,
где аi – количество единиц допуска, находим среднее количество единиц допуска аср для каждого составляющего размера по формуле:
аср=ТА0/ii
Величина ТА0 задана по условиям задачи.
Таким образом,
аср=400/10,75=37 единиц
Затем находим по табл.8.8. квалитет, количество единиц допуска которого наиболее близко к расчетному. Для 9 квалитета (IT9) а=40. Значит, назначаем допуски на составляющие размеры по этому квалитету. Выписываем значения допусков из табл.1.8 /4/ и заносим их в колонку 3.
Сумма допусков составляющих звеньев получилась больше допуска замыкающего звена. Чтобы уравнение (4.4) удовлетворялось, необходимо изменить (в данном случае уменьшить) допуск одного из составляющих звеньев. Уменьшим допуск звена А3:
TA3 = ТА0-(ТА1+ТА2+ТА4+ТА5+ТА6) = 400-(115+62+52+62+62) = 47мкм
Теперь определим номинальный размер и предельные отклонения замыкающего звена S=A0, а затем назначим отклонения составляющих звеньев. По уравнению (4.1):
А0=200-(35+60+20+50+35)=0
Из условия задачи известно, что
А0max=1,4 мм А0min=1,0 мм
Значит, предельные отклонения замыкающего звена
EsA0=+1400 мкм EiA0=+1000мкм.
Размеры А2, А4, А5, А6 являются охватываемыми, и их отклонения назначаются в «минус». Размер А1 не относится к охватываемым, его отклонение назначаем в «плюс». Записываем принятые размеры и отклонения в колонку 4.
Рассчитаем верхнее и нижнее отклонение размера А3, используя формулы (3):
+1400=115-(-62+EiA3-52-62-62)
EiA3=115+62+52+62+62-1400=-1047мкм
+1000=0-(0+EsA3+0+0+0)
EsA3=-1000мкм
Записываем расчетные отклонения размера А3 в колонку 4.
Производим окончательную проверку по формуле (4.4):
ТА0=400мкм