

2.3. Факторы, определяющие величину и характеристику растискивания
Основными факторами являются:
Запечатываемый материал. Растискивание почти напрямую зависит от диффузионных и оптических свойств основы. В большинстве случаев печатная основа - это бумага. Именно она является причиной оптического и механического растискивания.
Краска, ее физико-механические и оптические свойства.
Давление между механическими парами в процессе печати (дробление).
Правильность передачи листов в процессе печати на многокрасочных листовых печатных машинах (двоение).
Различие линейных скоростей офсетных цилиндров для рулонных машин и разница диаметров офсетных цилиндров по сравнению с диаметрами печатных цилиндров для листовых машин (проскальзывание, дробление).
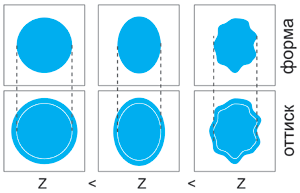
Размер и форма печатного элемента, а точнее - его периметр. Круглая точка имеет наименьшее растискивание при прочих равных условиях. Чем больше периметр печатного элемента, тем больше величина растискивания Z (рис. 4).
|
Рис 4. Изменение значения растискивания при изменении формы растровой точки. Поскольку величина растискивания зависит от периметра точки, то чем сложнее форма точки, тем больше ее растискивание. Минимальное растискивание - у круглой растровой точки |
В производственных условиях кривые растискивания не строят. Измеряют растискивание в двух опорных точках: 40% или 50% и 75% или 80%. Растискивание 50% растрового элемента нормируется не только в типографии, есть госстандарт ОСТ 29.66-90 (еще с советских времен) и современный европейский ISO 12647–2. В стандартах даны рекомендованные зональные значения растискивания и величины отклонения от рекомендованного значения 50% растровых точек для различных типов бумаг и печатных машин. Заказчик вправе требовать от типографии выполнения требований стандарта.
В европейском стандарте кроме рекомендованных величин растискивания введено понятие «разброса полутона», или «растискивание в полутонах». Это разница между максимальной и минимальной величинами отклонения растискивания красок от рекомендованного:
S=max[(Ac-Aco), (Am-Amo), (Ay-Ayo)] – min[[(Ac-Aco), (Am-Amo), (Ay-Ayo)],
где
Ac - измеренное значение растискивания голубой краски 50% красочного элемента; Aco - нормированное значение растискивания голубой краски; Am - измеренное значение растискивания пурпурной краски; Amo - нормированное значение растискивания пурпурной краски; Ay - измеренное значение растискивания желтой краски; Ayo - нормированное значение растискивания желтой краски.
Теперь, когда определены факторы, влияющие на величину и характеристику растискивания, важно знать, как можно компенсировать растискивание еще на допечатном процессе, т.к. полностью растискивание не устранить. Для того, чтобы избежать проблем при самом печатном процессе. [1]
2.4. Методы учета растискивания в допечатном процессе
Корректная установка параметров растискивания является основным требованием к работе с изображениями. Если значение указано неверно или, например, «по умолчанию», то конечный результат может оказаться непредсказуемым, хотя на экране все выглядит прилично. Это элементарные действия, но о них часто забывают или просто не придают им значения. Тем не менее, в программе Adobe Photoshop есть все необходимое для установки параметров растискивания, причем доступны любые его виды, как по одному числу, так и по специальной кривой.
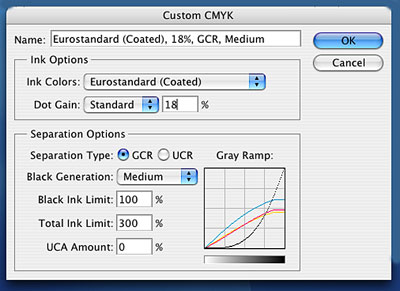
Рис 5. Установка параметра растискивания с помощью изменения параметров цветовой модели в программе Adobe Photoshop Простейший способ установки растискивания показан на рис. 5. Это стандартное растискивание для т.н. «Евростандарта» - это кривая с определенными колориметрическими характеристиками и характерной для листовых офсетных машин характеристикой растискивания. Оно в данном случае устанавливается одной цифрой. Но следует иметь в виду, что здесь устанавливается не растискивание как таковое, а параметр Dot Gain. Они хоть и похожи, но разница между ними есть. Впрочем, если здесь поставить и собственно параметры растискивания, то большой ошибки не будет, так как фотовывод стараются максимально линеаризовать, хотя это и не всегда возможно. Впрочем, такой подход может оказаться слишком упрощенным. Растискивание может отличаться в печатных секциях, более того, кривая растискивания может иметь более сложную форму, чем при использовании только одного числа. В этом случае программа дает возможность вместо числа установить компенсацию по специальной кривой. Она получается при установке параметров в нескольких измеренных областях (в нашем случае это 10-, 40- и 80-процентные поля серой шкалы).
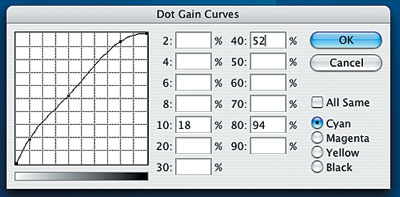
Рис 6. Характеристика растискивания, построенная по заданным значениям, в программе Adobe Photoshop Необходимо отметить, что в случае использования числового значения растискивания в программе Adobe Photoshop, оно автоматически считается как растискивание на поле 50% (так принято в Америке, откуда родом Photoshop). В Европе обычно используется замер растискивания по двум полям (например, 40, 80 или 45, 75). Так что выясняя значение растискивания в типографии, и получив в ответ одну цифру (у нас 20%), неплохо бы поинтересоваться, по какому полю оно измерено. Если по 50-процентному, то его можно смело ставить в качестве числового значения, а если по какому-либо другому, то придется пользоваться кривой. Кстати, можно изменять значение растискивания в поле на рис. 6. И посмотреть, что будет происходить с изображением. |
Дело в том, что диапазон растискивания, определенный стандартом, довольно большой, к тому же, отклонения от рекомендуемых значений для различных цветов CMY могут быть разными. В результате возможно появление серьезного цветового дисбаланса. Например, если величина растискивания одной из красок увеличится на максимально допустимую стандартом величину, и величина растискивания остальных тоже увеличиться, то в целом цветовой баланс изображения не изменится. Произойдет только небольшая потеря градаций в тенях. Но если отклонения одной или двух красок будут разнонаправленными даже в пределах норм, то появятся заметные цветовые отклонения, которые в ряде случаев не удастся компенсировать и изменениями толщины красочного слоя.
Заказчик может требовать от типографии выполнения требований стандарта. Однако, в силу физической изношенности оборудования многие типографии не в состоянии удовлетворить требованиям стандарта по растискиванию, даже при соблюдении всех технологических норм.
|
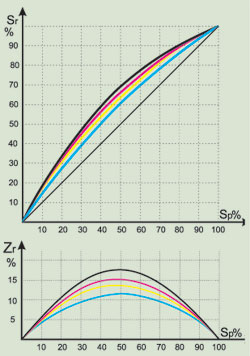
Рис. 7 Градационная кривая печатного процесса (вверху). Ее нелинейная форма как раз и определяется наличием растискивания. Чем более изогнута кривая, тем выше растискивание. Иногда для большей наглядности строят отдельно график растискивания (внизу) |
В этой статье мы не будем подробно останавливаться на причинах растискивания. Как видите, их довольно много. Важно правильно его измерять и уметь оценивать результаты.
Итак, что такое растискивание и как его измеряют, мы выяснили, теперь рассмотрим, что с ним можно сделать.
Как уже отмечалось, кривая растискивания определяет градационную кривую печатного процесса (рис. 7), которая в свою очередь влияет на цветовоспроизведение изображений при печати. В большинстве случаев именно растискивание, а не оптическая плотность, определяет цветовоспроизведение. Таким образом, контроль растискивания является необходимым условием для получения удовлетворительного результата.
Нет ничего страшного, если величина растискивания превышает норму на 5–7%. Это обычно связано с ошибками измерения (см. выше).
При оценке растискивания важно соблюдать следующие правила:
Если есть сомнения в результатах измерения (например, визуально поле соответствует заданной процентовке растрового поля, а денситометр показывает растискивание, превышающее 20%), необходимо провести измерение другим способом или, если такой возможности нет, повторить печать, не изменяя настроек машины на более плотной мелованной бумаге с качественным мелованным слоем и сравнить результаты. Если такой возможности нет - продолжать печать, так как, скорее всего, это ошибка измерения.
Причиной высоких значений растискивания, как правило, является не давление между печатными парами или низкая вязкость краски, а двоение растровых точек. Двоение часто наблюдается на листовых машинах в цехах, не оборудованных климат-контролем, при печати на бумагах малой плотности. Характерным признаком двоения является значительное отличие растискивания в клапане листа и хвосте. Устранить этот дефект полностью без проведения серьезных операций (покупки климатической установки, чистки и регулировки передаточных клапанов и т. п.) практически невозможно.
Двоение, дробление, проскальзывание, превышение давления между печатными парами увеличивают растискивание и являются дефектами, приводящими к браку. И заказчик в праве требовать их устранения. [1]