

2.5. Энергия и работа, затрачиваемые на процесс резания
Эффективная
мощность, отнесенная к единице объема
w
срезаемого материала, представляет
собой удельную работу
![]()
![]()
Из этого уравнения видно, что размерность удельной работы ^ (J'совпадает с размерностью напряжений, вызываемых действием главной составляющей Р^, характеризущей сопротивление обрабатываемых материалов резанию. Удельную работу можно разделить на три составляющие:
Ауу^ - удельная работа пластической деформации в зоне стружкообразования (сдвига);
Aff,p - удельная работа трения при вторичной деформации стружки на передней поверхности инструмента;
Ai^p^ - удельная работа трения и деформации на задней поверхности инструмента.
Сумма первых двух составляющих представляет собой работу, затрачиваемую на образование стружки
где
Рт: - составляющая силы резания на
условной плоскости сдвига [см. (2.18)]; Уф
- скорость деформации на условной
плоскости![]()
сдвига; Vi - скорость перемещения стружки по передней поверхности; f - сила трения.
Из
(2.11) следует, что отношение угловых
параметров в формуле (2.44) равно
величине относительного сдвига 8. Тогда
![]()
Касательные напряжения на условной плоскости сдвига х можно определить по результатам механических испытаний [см. (2.22)] или путем измерения твердости стружки [см. (2.23)], а относительный сдвиг 8 - путем измерения усадки стружки [см. (2.12)].
Удельную работу трения Awf можно найти по уравнению (2.45), предварительно определив по уравнениям (2.32) и (2.33) касательные напряжения на контактной плошадке. Длину площадки контакта можно рассчитать по уравнению (2.30), предварительно замерив усадку стружки к.
Практический интерес представляет оценка доли удельной работы трения Awf ^ общей работе стружкообразования Ащ,^, т.е.
отношения A^pjAyy^ . A.M. Розенберг [29] при резании различных
материалов (стали, алюминиевых сплавов, меди и ее сплавов) точением, фрезерованием и протягиванием установил, что это отношение зависит от усадки стружки к и переднего угла у. В зависимости от указанных параметров доля работы трения изменяется в весьма широких пределах - от 0,14 до 0,5 (рис.2.30). Для наиболее часто применяемых передних углов у = -10... 10° и средних значений усадки стружки работа трения составляет всего 0,16. ..0,28.
Рис.
2.30. Доля работы трения Аи^рВ работе
стружкообразования А^у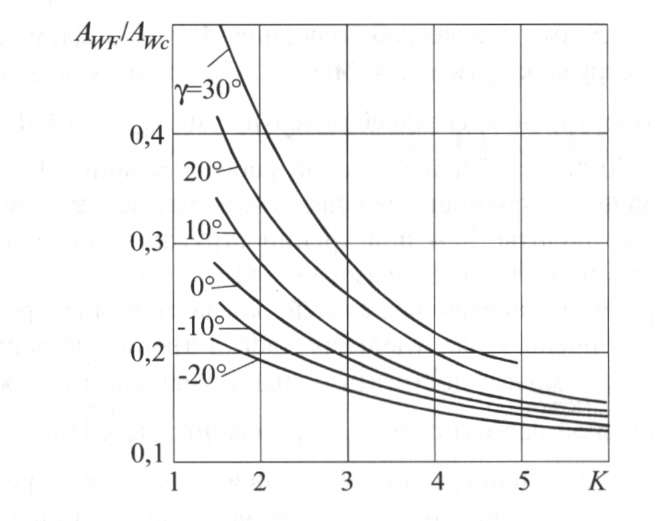
С дальнейшим увеличением усадки стружки и уменьшением переднего угла доля работы трения интенсивно уменьшается, так как быстро увеличивается удельная работа первичной деформации в условной плоскости сдвига.
Удельная работа трения на задней поверхности инструмента
![]()
где Сз.п - длина площадки контакта по задней поверхности.
При резании термически необработанных сталей острым резцом из-за небольших значений x^j и Сз.п величина А^ур-^ обычно
мала. Однако при снятии тонких стружек (а < 0,1 мм), а также при увеличении фаски износа по задней поверхности режушего клина и увеличении твердости обрабатываемого материала доля Ащ в
общей удельной работе резания Afy = Afy^ + Afyp^ существенно возрастает. Так, например, при точении стали 40ХНМ со скоростью резания V = 17 м/мин, толщиной среза о = 0,1 мм и шириной фаски износа /?3.n = 0,8 мм удельная работа резания Air-9,12 Дж/м^, а удельная работа стружкообразования Afy^ = 2,72 Дж/м^. Следовательно,
удельная работа трения на задней поверхности Ащ = 6,4 Дж/м', что
составляет 70 % от общей удельной работы резания Air. За счет этого на задней поверхности режущего клина выделяется почти в 3 раза больше теплоты, чем при трении стружки о переднюю поверхность и в зоне стружкообразования [10].
При резании закаленных сталей, когда толщина срезаемого слоя обычно очень мала, удельная работа трения на задней поверхности Ащ может достигать больших значений и даже быть
больше удельной работы стружкообразования . При этом значения контактных напряжений на задней поверхности режущего клина Тр-^ и будут намного выше, чем при резании термически необработанных сталей.