

Практическая работа №9 Замена направляющих втулок
Цель работы – закрепление знаний по устройству клапанной группы, формирование знаний и умений по замене направляющих втулок.
Материально-техническое обеспечение: набор ключей, съемник для снятия пружин клапанов, индикатор часового типа, оправка для выпрессовки втулок, развертки, оправка для проверки прямолинейности отверстия втулки, головка блока цилиндра двигатель ВАЗ-2108.
Ход работы
Измерить зазор между втулкой и клапаном
Зазор в сопряжении стержень-втулка можно оценить косвенно (рисунок 1). Клапан приподнимают над седлом и в этом положении с помощью индикатора часового типа измеряют перемещение клапана S. Пересчет косвенного зазора в действительный для автомобиля ВАЗ дает следующие величины. Для новых впускных клапанов при монтаже допускается S=0,7…0,8 мм. Предельно допустимый износ дает S=1,4мм. Для выпускных клапанов монтажное значение S=0,5…0,7 мм. Максимально допустимое при износе – 1,0 мм. Меньшая «качка» выпускного клапана объясняется более длинной втулкой.
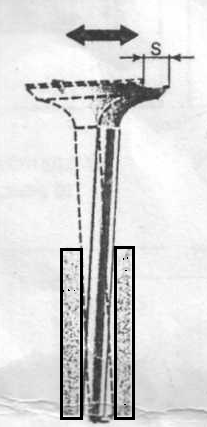
Рисунок 1 – Проверка величины зазора между стержнем клапана и втулкой
Заменить клапана
Если зазоры больше нормы, в первую очередь необходимо заменить клапаны, так стержни клапанов подвержены большему износу. километров.
Измерить зазор между втулкой и клапаном повторно
Если замены клапанов недостаточно, тогда следует приступать к замене направляющих втулок. Втулки долговечные, у двигателей ВАЗ заменена втулок требуется при пробеге 200-300 тыс.км.
Выпрессовать старые втулки
Старые втулки выпрессовываются с помощью оправок (рисунок 2). Их же используют и для запрессовки.
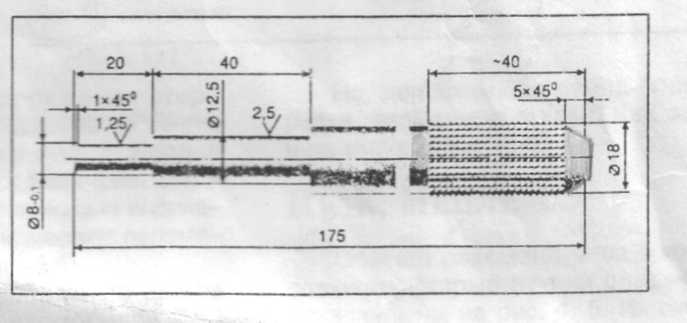
Рисунок 2 – Оправка для запрессовки и выпрессовки направляющих втулок двигателей ВАЗ-2108 и МеМЗ-245
Запрессовать новые втулки
Развернуть втулки
Втулки после запрессовки сжаты значительными силами, и их внутренний диаметр уменьшается. Поэтому втулки развертываются. Сначала с помощью развертки диаметр отверстия доводят до 9,823…9,838 мм, затем работа завершается увеличением диаметра отверстия для впускного клапана до 9,992…10,010 мм, в для выпускного – до 9,966…9,987 мм.
Проверить прямолинейность отверстия втулки
Прямолинейность отверстия проверяют специальной оправкой диаметром 9,966+0,002 мм, которая должна свободно проходить всю длину втулки.
Сделать вывод по проделанной работе
Практическая работа №10 Снятие, установка цепи привода распределительного вала
Цель работы – закрепление знаний по устройству цепного привода распределительного вала, формирование знаний и умений по снятию, установке и регулировке цепного привода распределительного вала.
Материально-техническое обеспечение: набор ключей, динамометрический ключ, монтажная лопатка, двигатель ВАЗ-2106.
Ход работы
Слить охлаждающую жидкость
Снять радиатор с кожухом и электровинтелчтором
Снять ремень привода генератора
Снять крышку головки блока цилиндров
Отвернуть храповик
Снять шкив коленчатого вала
Расшплинтовать и ослабить крепление звездочки распределительного вала
Отвернуть крепления и снять крышку привода распределительного вала
Завернуть храповик
Проворачивать коленчатый вал
Коленчатый вал следует проворачивать до совмещения метки на звездочке коленчатого вала с меткой на блоке цилиндров (рисунок 1), а метку на звездочке распределительного вала – с меткой на корпусе подшипников распределительного вала.
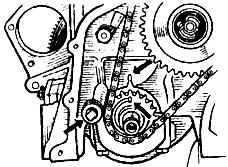
Рисунок 1 – Устоновочные метки на звездочке коленчатого вала
Ослабить колпачковую гайку натяжителя
Отжать монтажной лопаткой внутрь плунжер натяжителя и затянуть гайку
Снять звездочку распределительного вала
Отвернуть ограничительный болт цепи
Снять цепь
Следует помнить, что при снятом ремне или цепи коленчатый вал нельзя поворачивать, так как это приведет к ударам поршней о клапана, их поломке и выходу из строя шатунно-поршневой группы и механизмов газораспределения.
Одеть новую цепь на звездочку привода масляного насоса и коленчатого вала
Завернуть ограничительный болт цепи
Установить звездочку распределительного вала
Одеть цепь на звездочку
Совместить установочных метки
При этом болт крепления звездочки окончательно не завертывать.
Ослабить колпачковую гайку натяжителя
При этом цанга освобаждает регулировочный стержень, который под действием пружины стержня перемещает плунжер, упирающийся в башмак, и усиливает натяжение приводной цепи до установленного. В это время пружина плунжера будет полностью сжата, так как ее упругость меньше упругости пружины стержня.
Повернуть на два оборота коленчатый вал
Затянуть колпачковую гайку натяжителя
Проверить совпадение установочных меток
Если метки не совпадают, то заново установить цепь, откорректировав положение звездочки распределительного вала.
Закрепить звездочку распределительного вала окончательно
Установить на двигатель ранее снятые приборы и детали
Проверить правильность установки
Сделать вывод по проделанной работе