

2.5. Выбор технологического процесса
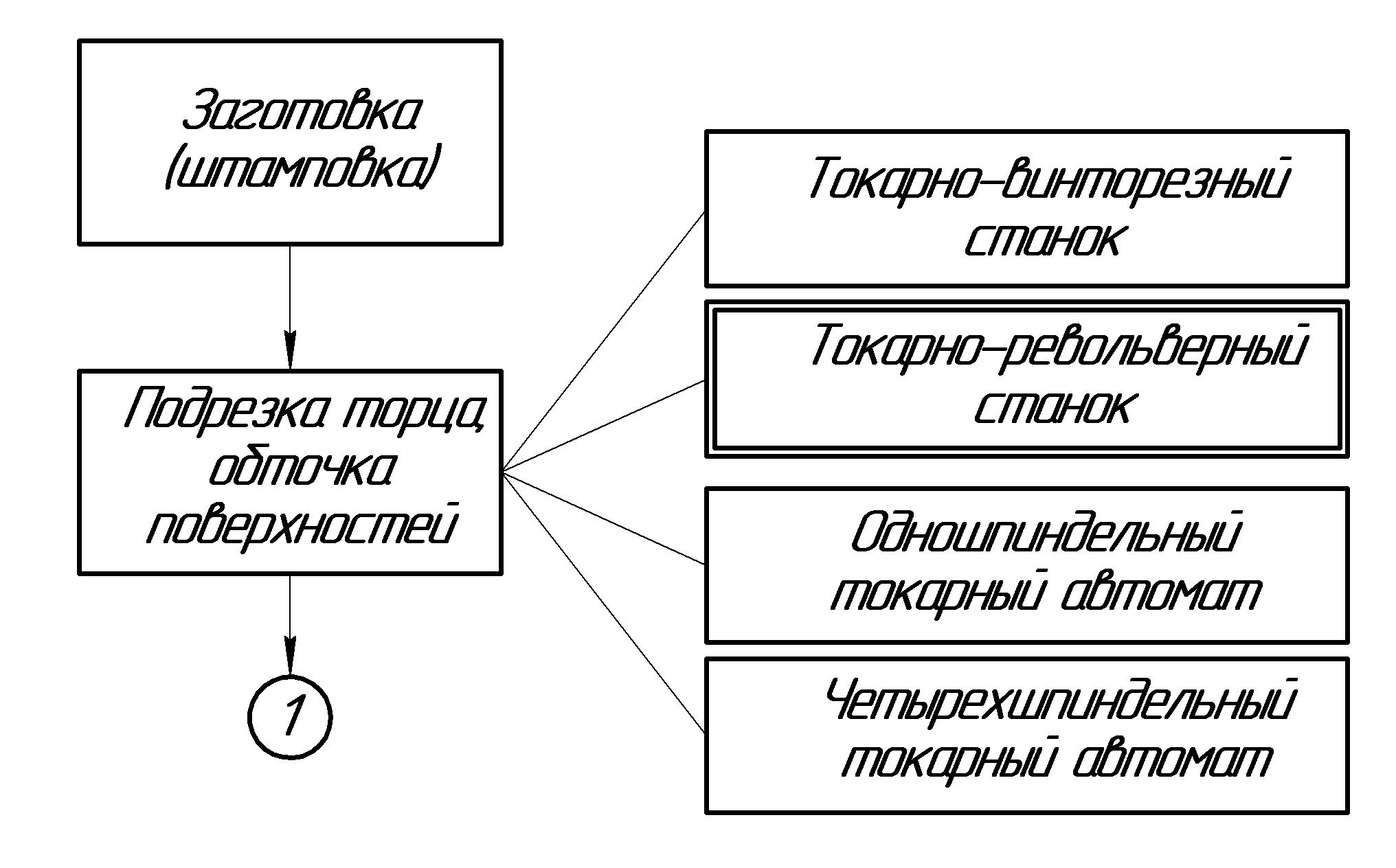
Рис. 5. Схема технологического процесса
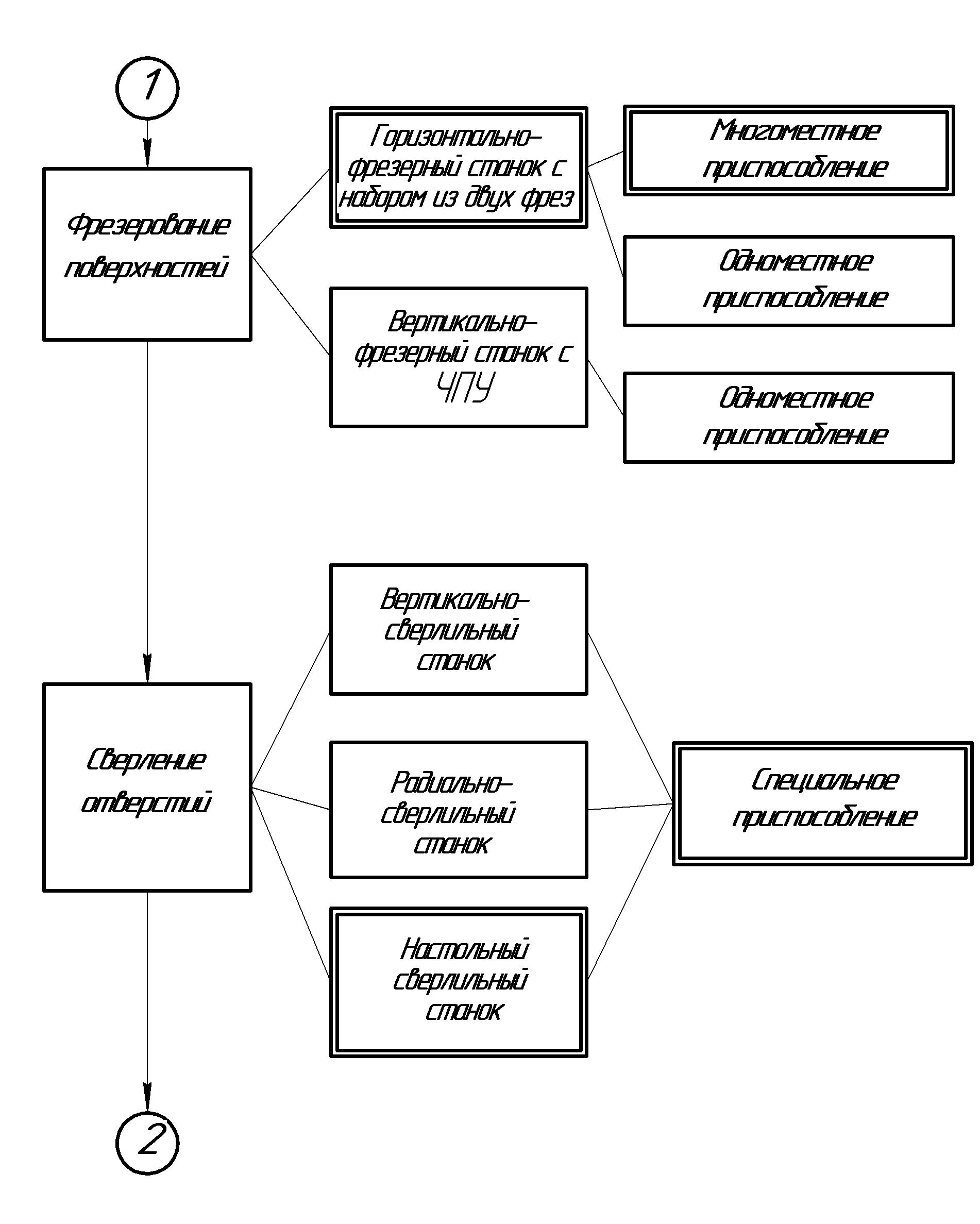
Рис. 5. Продолжение
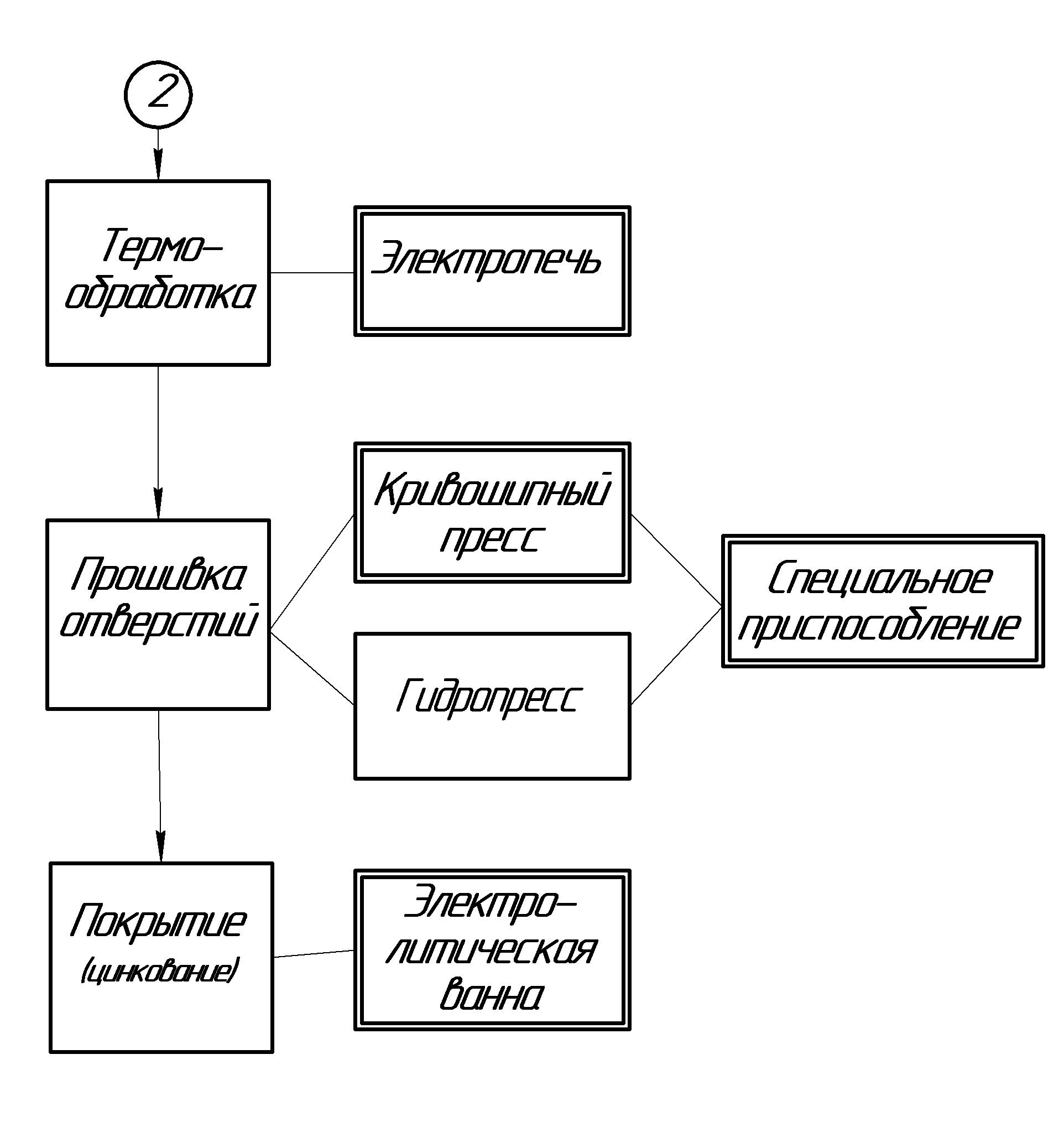
Рис. 5. Окончание
Выбор технологических процессов оформляется в виде схемы с соответствующими комментариями. Например, выбор токарно-револьверного станка в данном случае объясняется характером производства – среднесерийным.
При выборе технологических процессов можно ориентироваться на сведения, приведенные в Приложении 6.
Далее следует составление эскиза детали с проставлением номеров всех обрабатываемых поверхностей
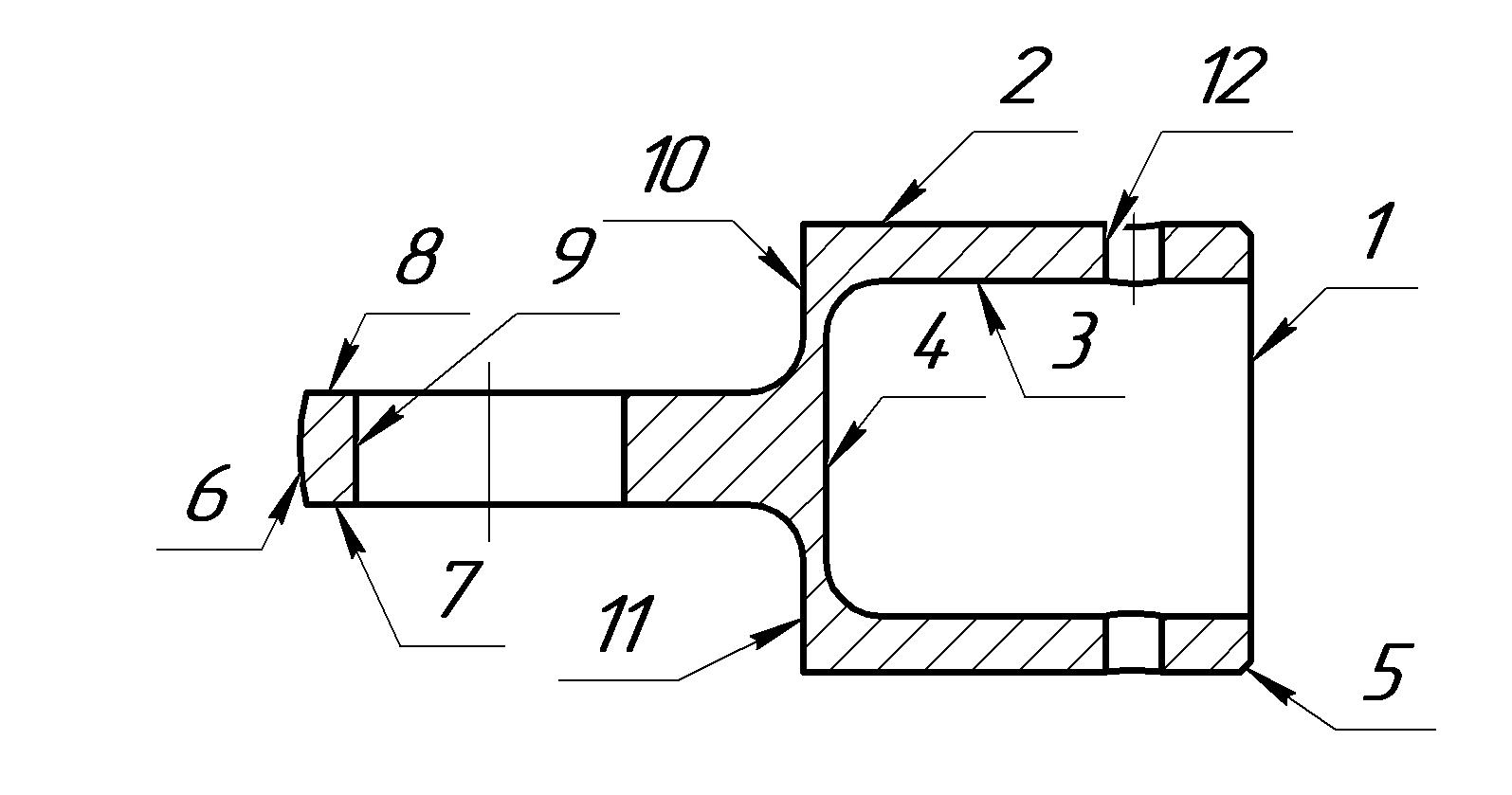
Рис.6. Номера поверхностей, обрабатываемых при изготовлении детали “Стакан ушковый”
2.6. Выбор процессов обработки
Выбор процессов обработки осуществляют в табличном виде.
Таблица 2
Выбор процессов обработки
Номер обрабатываемой поверхности |
Выполняемый размер (мм) |
Требуемая точность обработки (квалитет) |
Требуемая шероховатость обработки |
Процесс окончательной обработки |
Процесс предварительной обработки |
1 |
- |
12 |
Rz 40 |
Чистовая, Торцевание поверхности |
- |
3 |
30 |
12 |
Rz 40 |
Чистовая, Точение |
- |
Продолжение табл. 2
4 |
R5 |
12 |
Rz 40 |
Чистовая, Зенкерование |
- |
5 |
1 45 |
12 |
Rz 40 |
Чистовая, Снятие фаски |
- |
2 |
40 |
12 |
Rz 40 |
Чистовая, Точение |
- |
6 |
R 20 |
12 |
Rz 40 |
Чистовая, Точение |
- |
7,8,10,11 |
40 |
12 |
Rz 40 |
Чистовая, Фрезерование |
- |
12 |
5 |
12 |
Rz 40 |
Чистовая, Сверление |
- |
9 |
24 |
8 |
Ra 0,63 |
Чистовая, Прошивка |
- |
Процесс предварительной обработки во всех операциях отсутствует, так как необходимое качество обработки достигается за один проход.
2.7. Выбор установочных баз
При выборе установочных технологических баз рекомендуется применять, по мере возможности, принцип совмещения конструкторских и технологических баз.
Таблица 3
Выбор установочных баз
Порядковый номер установа |
Номера поверхностей, соответствующих установочным базам |
Номера поверхностей, обрабатываемых в данном установе |
Допуск базисного размера |
1 |
2,1 |
1 |
- |
2 |
2,1 |
5,3,4 |
- |
3 |
1,3 |
6,2 |
- |
4,5 |
2,1,7 |
7,8,10,11,12 |
- |
6 |
7,6 |
9 |
- |
2.8. Выбор оборудования
В общем случае выбор оборудования должен выполняться с учетом технических соображений, но на основе технико-экономического расчета.
В данном проекте рекомендуется ограничиться учетом лишь технических особенностей производства:
характера операций;
количества переходов;
требуемой точности и шероховатости;
материала детали;
программы производства;
потребной для обработки мощности.
Деталь “Стакан ушковый” изготавливается из высокопрочной стали 30ХГСА. Поэтому слишком быстроходные станки принимать нельзя. Деталь маленькая – поэтому и станки следует выбирать соответствующие. Так как программа выпуска небольшая, то и станки требуются универсальные, чтобы их можно было использовать для выпуска иных деталей. В то же время, станки следует оснастить специальными приспособлениями, чтобы достичь высокой производительности труда. И, наконец, необходимо принимать во внимание наличие данного оборудования в цехе, его состояние и степень загруженности.
Исходя из этих соображений, можно принять к использованию в технологическом процессе следующие станки и оборудование: - токарно-револьверный станок 1П326; - горизонтально-фрезерный станок 6Н81Г; - настольно-сверлильный станок; - электропечь; - пресс К117А; - электролитическая ванна.
Выбранное оборудование заносят в сводную карту технологического процесса.
Таблица 4
Сводная карта технологического процесса
Номер операции |
Наименование и содержание операции |
Оборудование |
Специальный инструмент и приспособления |
Разряд работы |
Время tшт.к. (минут) |
1 |
Токарная: торцевать поверхность {1}, зенкеровать поверхности {3, 4}, снять фаску {5} |
1П326 |
-
-
- |
2 |
5,11
|
2 |
Токарная: точить поверхность {2}, точить поверхность {6} |
1П326 |
-
фасонный резец |
2 |
6,24 |
3 |
Фрезерная: фрезеровать поверхности {7,8,10,11} |
6Н81Г |
Многоместное приспособление |
2 |
3,21 |
4 |
Сверлильная: сверлить отверстия {12} |
2Н106П |
Кондуктор |
2 |
0,8 |
5 |
Слесарная снять заусенцы |
- |
- |
2 |
2,4 |
6 |
Термическая закалка, отпуск |
электропечь |
- |
2 |
- |
7 |
Прошивочная прошить отверстие {9} |
К117А |
штамп |
4 |
0,35 |
8 |
Контроль размеров |
- |
Микрометр, контрольные пробки |
3 |
- |
9 |
Покрытие цинкование 9 …12 по ПИ-116 |
Электролитическая ванна |
- |
2 |
- |