

10. Герметизация блоков
Герметизация блоков обеспечивается герметизацией их корпусов и внешних разъемов.
Герметизация корпусов блоков осуществляется с помощью уплотнительных прокладок и паяного соединения корпуса (основания) с крышкой (кожухом).
Выбор способа герметизации определяется требованиями, предъявляемыми к блокам в зависимости от условий эксплуатации.
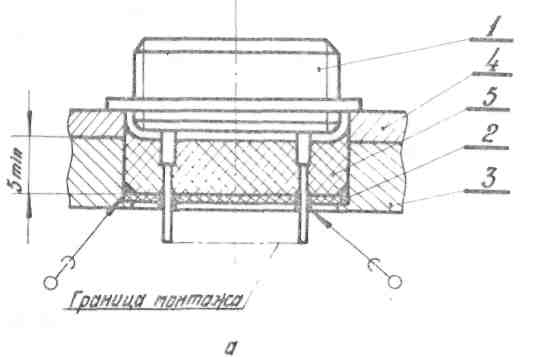
Конструктивные элементы герметизации корпусов уплотнительными прокладками приведены на черт. 144.
Размеры конструктивных элементов выбираются в зависимости от герметизируемого объема и избыточного давления, создаваемого в нем. Ширина фланца определяется по формуле
![]()
где δ - толщина стенки корпуса (кожуха);
d1 - диаметр крепежного болта.
Высота фланца С должна быть максимально допустимой.
Материал для изготовления болтов должен иметь предел текучести О 7* в 2-3 раза выше предела текучести материала фланца.
Размеры канавки и прокладки находятся в следующей зависимости г
![]()
h - высота прокладки;
B - ширина прокладки;
α - ширина канавки;
t - высота канавки.
Плечо l определяется зависимостью
![]()
(24)
Количество болтов определяется на основе учета внутреннего избыточного давления в блоке и усилия, необходимого для деформации уплотнительного кольца для герметизации блока.
Герметизация корпуса блока уплотнительной прокладкой
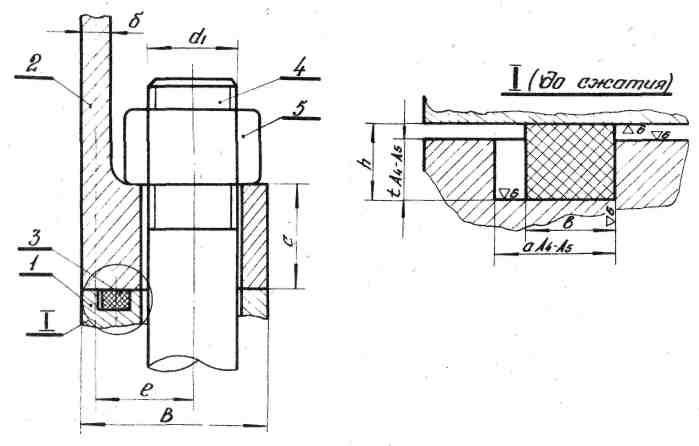
1 - основание блока; 2 - корпус блока; 3 - прокладка уплотнительная; 4 - болт; 5 - гайка
Черт 144
10.5. Конструктивные элементы герметизации корпусов паяным соединением приведены на черт. 145.
Герметизация
корпуса блока с помощью паяного
соединения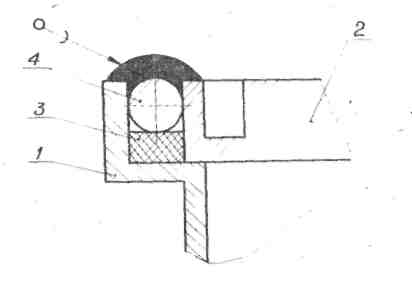
1 - корпус блока; 2 - крышка; 3 - прокладка изоляционная;
4 - проволока
Черт. 145
10.6. К элементам паяного соединения конструкции блока предъявляются следующие требования:
с целью устранения перегрева блока в момент осуществления паяного соединения в элементах конструкции следует предусматривать канавку вблизи паяного соединения;
прокладка должна выполняться прямоугольного сечения из термостойкой резины, с размерами, меньшими ширины зазора между крышкой и корпусом' на 0,2-0,3 мм;
диаметр проволоки должен быть меньше ширины зазора между крышкой и корпусом на 0,1-0,2 мм.
10.7. Рекомендуемые покрытия и материалы элементов конструкций блоков, герметизируемых паяным соединением, приведены в табл.21.
Таблица 21
Материал |
ГОСТ, ТУ |
Покрытия |
Условия эксплуатации |
Алюминиевый сплав АМц АМГ Д16 В95 |
ГОСТ 4784-65 ГОСТ 4784-65 ГОСТ 4784-65 ГОСТ 8617-68 |
Н.12.0-Ви.6 Н.12.0-Ви.12 Н.24.С-С.18 |
Легкие Средние Жесткие |
Латунь Л63 ЛС50 |
ГОСТ 17711-72 ГОСТ 17711-72 |
Ср.9.0-Ви.6 О-Ви.9 |
Средние Жесткие |
Продолжение табл.21
-
Материал
ГОСТ, ТУ
Покрытия
Условия эксплуатации
Сталь 10
ГОСТ 1050-60
10КП
ГОСТ 1050-60
20
ГОСТ 1050-60
М.З.О-Ви.3
Легкие
45
ГОСТ 1050-60
А12
ГОСТ 1414-54
Титан ВТ1-1
ОСТ1 30013-71
Xhm.H.3J43.Cp.9
Жесткие
Особо
жесткие
Проволока укладывается над прокладкой по всему периметру соединения. Один из концов проволоки выводится через паз в крышке из зоны соединения.
Зазор по всему периметру соединения заполняется легкоплавким припоем. Припои и флюсы выбирать в соответствии с ОСТ4 ГО.000.033. Допускается повторяемость пайки не более трех раз.
10.10. Наружная поверхность паяного соединения не должна являться установочной поверхностью блока.
Элементы крепления блоков располагать на максимальном расстоянии от паяного соединения.
10.11. Герметизация разъемов в герметичных блоках показана на черт.146-148. Герметизация разъемов осуществляется следующими способами прокладками (см.черт.146), прокладками и заливкой компаундами мест соединения разъема с корпусом (см.черт.147) и пайкой монтажной платы разъема с корпусом с последующей заливкой компаундами места соединения (см.черт. 148).
Монтажная плата должна иметь металлизированную поверхность по периметру с двух сторон и по торцу.
При герметизации двумя последними способами выводы разъемов следует удлинять проволокой.
10.12. Выбор способа герметизации определяется требованиями, предъявляемы ми к блокам в условиях эксплуатации, материалами и покрытиями элементов конструкции блока.
Герметизация вилки разъема РСГ уплотнительной прокладкой
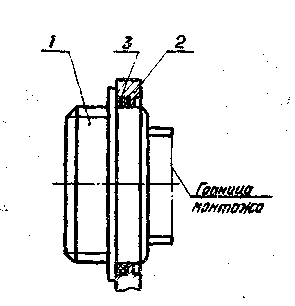
1 - вилка разъема; 2 - корпус блока; 3 - прокладка уплотнительная
Черт. 146
Герметизация вилки разъема РСГ уплотнительной прокладкой и компаундом
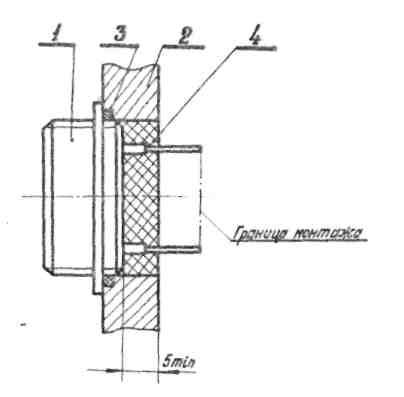
1 - вилка разъема; 2 - корпус блока; 3 - прокладка уплотнительная;
4 - компаунд
Черт. 147
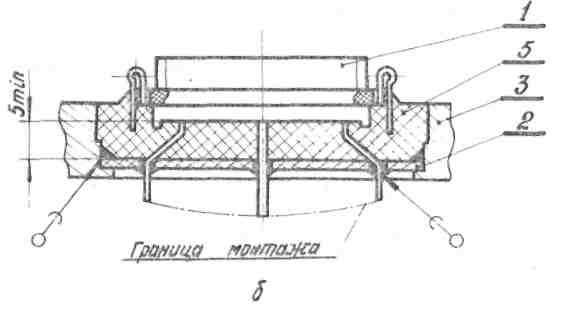
Герметизация вилки разъема пайкой платы и заливкой компаундом
а - вилка разъема РСГ; б - вилка разъема РПС1 1 - вилка разъема; 2 - плата монтажная; 3 - корпус блока; 4 - пластина! 5 - компаунд
Черт. 148
Справочное приложение 1 к ОСТ4 ГО.010.009
ОПРЕДЕЛЕНИЕ ТЕРМИНОВ, ПРИМЕНЯЕМЫХ В СТАНДАРТЕ
Термин |
Определение |
Микросхема |
Определяется по ГОСТ 17021-71 |
Микросборка |
“ |
Подложка |
“ |
Элемент |
“ |
Узел |
Конструктивно законченная сборочная единице, состоящая из ограниченного количества микросхем и других навесных электрорадиоэлементов (ЭРЭ), установленных на печатной плате. Узел, как правило, не имеет самостоятельного эксплуатационного назначения |
Субблок ( ячейка) |
Конструктивно законченная сборочная единица, состоящая из узлов, микросхем XT других навесных ЭРЭ, установленных на одну или несколько печатных плат. Субблок, как правило, не имеет самостоятельного эксплуатационного назначения |
Кассета |
Функционально и конструктивно законченная сборочная единица, состоящая из определенного количества субблоков, расположенных в одной или нескольких параллельных плоскостях, установленных, как правило, в рамочные конструкции, на задних стенках которых имеются разъемы врубного типа |
Типовой элемент замены (ТЭЗ) |
Субблок, кассета и блок типовой легкосъемной конструкции, снабженный стандартными средствами механического крепления и электрического соединения. Как правило, для внешних электрических соединений в ТЭЗах используются разъемы врубного типа |
Блок |
Функционально и конструктивно законченная сборочная единица, состоящая из субблоков, кассет и ЭРЭ. Блок, как правило, не имеет самостоятельного эксплуатационного назначения |
Прибор |
Блок или система блоков, имеющая . самостоятельное эксплуатационное назначение |
Плата соединительная |
Конструктивно законченная сборочная единица, предназначенная для электрического соединения с использованием, как правило, пайки. Плата соединительная позволяет осуществлять многократную перепайку |
Кабель гибкий печатный (ГПК) |
Система печатных проводников, расположенных параллельно друг ДРУГУ в одной плоскости на электроизоляционном гибком основании |
Кабель плоский тканый или плетеный (ПТК) |
Система монтажных проводов, расположенных параллельно друг другу в одной плоскости и скрепленных нитями ткацким методом или методом плетения |
Кабель плоский спрессованный (ПОК) |
Система монтажных проводов, расположенных параллельно друг другу в одной плоскости и скрепленных методом опрессовки полимерными материалами |
Плата коммутапионная |
Печатная плата, предназначенная для осуществления электрического соединений узлов и субблоков в блоке |
Функционально-узловой метод проектирования радиоэлектронной аппаратуры (РЭА) |
Метод, в основу которого положен принцип деления принципиальных электрических схем на отдельные функционально и конструктивно-(или только конструктивно) законченные сборочные единицы |
Справочное приложение 2 к ОСТ4 ГО.010.009
АВТОМАТИЗИРОВАННЫЕ СИСТЕМЫ ПРОЕКТИРОВАНИЯ ЭЛЕМЕНТОВ ТИПОВЫХ КОНСТРУКЦИЙ РЭА
Для проектирования элементов типовых конструкций РЭА рекомендуется применять автоматизированные системы. Краткие технико-экономические характеристики систем проектирования приведены в табл.1.
1. А в т о м а т и з и р о в а н н а я с и с т е м а п р о е к т и р о в а н и я “А в р о р а”
1.1. Функциональный состав
1,1.1. Система охватывает автоматизацией следующие этапы проектирования: преобразование функциональной схемы блока в принципиальную распределение логическое узлов по платам с введением заданного резервирования или без него; размещение микросхем на платах; трассировку проводов на МПП и проводного монтажа блока; изготовление фотопозитивов слоев МПП на специальной аппаратуре и полуавтоматический контроль М ПП на устройстве контроля,