

Точения).
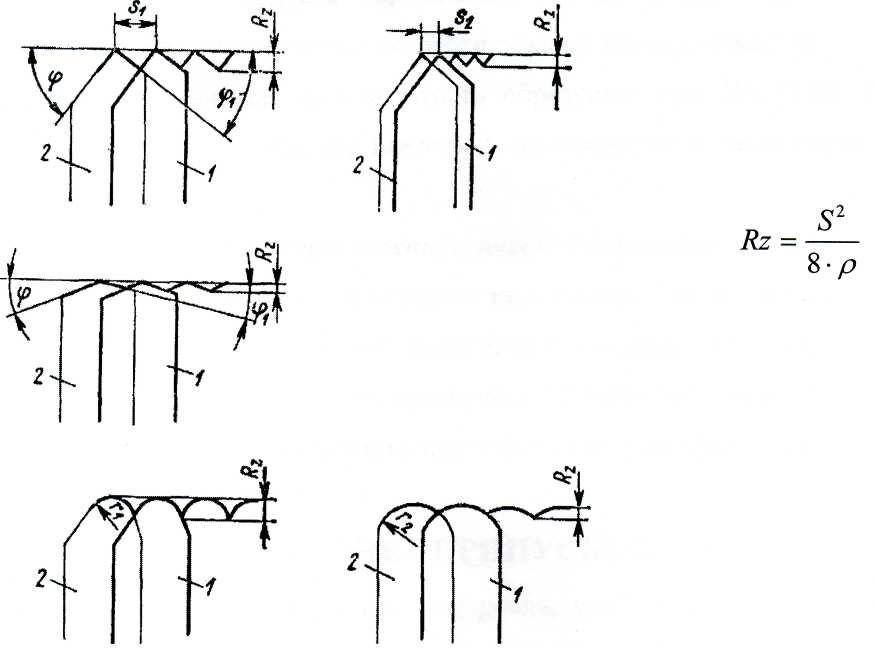
Пластическая и упругая деформация поверхностного слоя.
25
элементная стружка (1 м/мин);
образование нароста (до 40 м/мин);
уменьшение нароста;
н
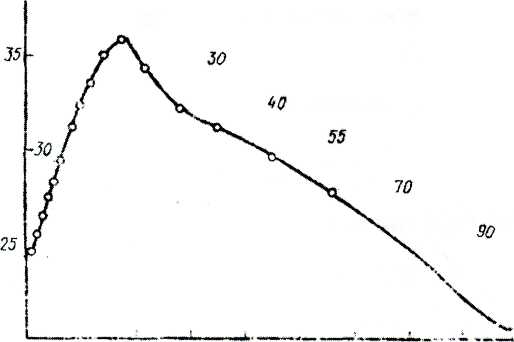 арост
не образуется (больше 70
м/мин).
арост
не образуется (больше 70
м/мин).
Скорость резания наиболее сильно влияет на развитие пластических деформаций при точении. При обработке хрупких материалов с ростом скорости резания шероховатость уменьшается.
Снижение вязкости за счет наклепа способствует снижению шероховатости.
Применение СОЖ предотвращает схватывание, уменьшает силы трения, способствует уменьшению Rz.
С увеличением твердости обрабатываемого материала шероховатость также снижается, при этом влияние скорости резания также снижается.
Значительно меньшая шероховатость образуется при обработке стали после нормализации и отпуска, имеющей однородную и мелкозернистую структуру.
Вибрации технологической системы.
Возникновение вибраций режущего инструмента из-за недостаточной жесткости технологической системы значительно повышает шероховатость. В процессе резания возникают вынужденные колебания технологической системы, появление которых связано с периодическим упрочнением срезаемого слоя и изменением условий трения.
V. Расчет припусков
Операционный припуск - слой материала, удаляемый с заготовки при выполнении одной технологической операции.
Назначение чрезмерно больших припусков приводит к:
потери материала;
увеличение трудоемкости механической обработки, расход режущего инструмента;
снижение точности.
Назначение недостаточно больших припусков не обеспечивает удаление дефектных слоев материала и достижение требуемой точности и шероховатости обрабатываемой поверхности.
Кроме номинального назначают максимальный и минимальный, припуск Величина максимального припуска Zmax позволяет установить наибольшую глубину резания за один рабочий ход. Величина минимального припуска Zmin должна компенсировать все возможные погрешности обработки.
Формула Кована.

VI. Технология сборки
Сборка - образование разъемных или неразъемных соединений
составных частей заготовки или изделия.
Высокие эксплуатационные качества машин обеспечиваются не только качеством материала детали и дорогой механической обработкой, но и качеством сборки.
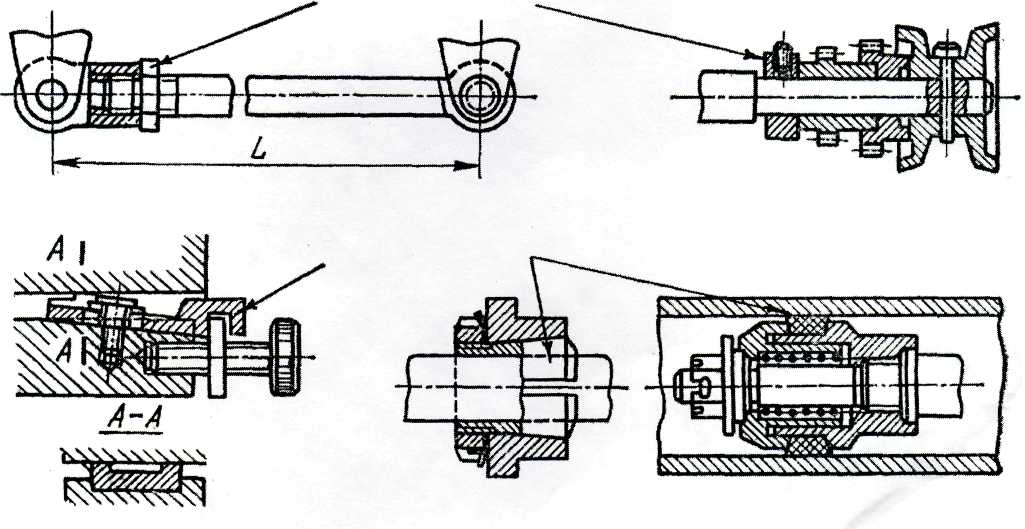
П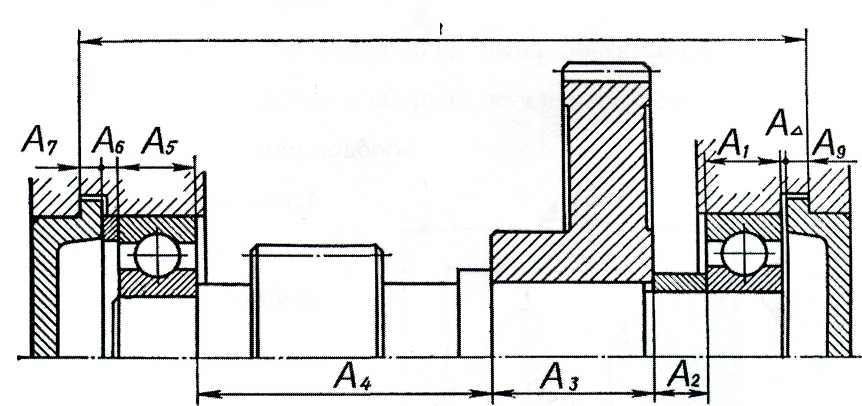 ри
установке вала на подшипники качения
в редукторе требуется обеспечить
необходимый
осевой зазор АА
между
торцами крышки и наружного кольца
подшипника.
Точность замыкающего звена А&
обеспечивается
при сборке.
ри
установке вала на подшипники качения
в редукторе требуется обеспечить
необходимый
осевой зазор АА
между
торцами крышки и наружного кольца
подшипника.
Точность замыкающего звена А&
обеспечивается
при сборке.
А*
Методы достижения точности замыкающего звена. 1* Метод полной взаимозаменяемости.
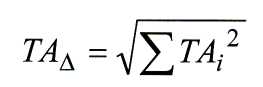
Требуемая точность замыкающего звена достигается для всех деталей без пригонки, регулирования или подбора. Допуск замыкающего звена рассчитывается методом максимумов-минимумов:
![]()
Для этого метода необходима дорогая предварительная механическая обработка; требуется высокая точность звеньев и небольшое их число. 2% Метод неполной взаимозаменяемости.
Требуемая точность замыкающего звена для большей части деталей достигается без пригонки, регулирования или подбора. Допуск замыкающего звена рассчитывается вероятностным методом, с учетом вида закона распределения:
Для этого метода не требуется высокая точность звеньев (предварительная механическая обработка упрощается), увеличивается количество звеньев, часть деталей не собирается. 3. Метод селективной сборки.
Т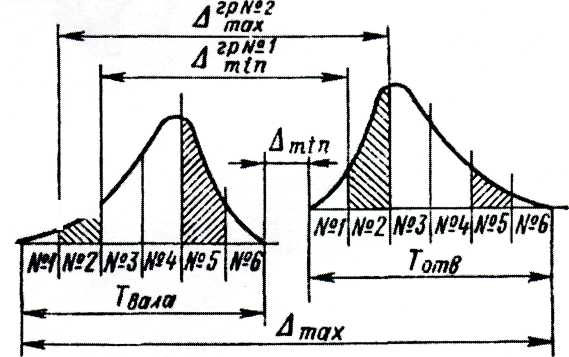 ребуемая
точность замыкающего звена достигается
предварительной
сортировкой
деталей на группы и сборкой деталей
соответствующих групп без
пригонки,
регулирования или подбора.
Искусственное
сужение полей
допусков
деталей. Снижается
необходимая точность
ребуемая
точность замыкающего звена достигается
предварительной
сортировкой
деталей на группы и сборкой деталей
соответствующих групп без
пригонки,
регулирования или подбора.
Искусственное
сужение полей
допусков
деталей. Снижается
необходимая точность
предварительной
механической обработки. [>
Необходимо учитывать вид закона распределения.
Сортировка деталей осуществляется автоматизированными методами (массовое и крупносерийное производство). 4. Метод пригонки.
Точность замыкающего звена достигается удалением определенного слоя материала (механической обработкой). Используется при сборке деталей с большим количеством звеньев в единичном и мелкосерийном производстве. 5. Метод регулирования.
Требуемая точность замыкающего звена достигается изменением размера или положения компенсирующего звена без удаления материала с помощью специально сконструированных устройств (винтовая пара, клин, подвижные втулки, твердеющие смолы).
6» Сборка с компенсаторами.
Требуемая точность замыкающего звена достигается тем, что в размерную цепь вводится дополнительная деталь - компенсатор.