

12.2. Обработка шлифованием
Шлифование – вид обработки, осуществляемый с помощью абразивного инструмента, режущим элементом которого являются зерна абразивных материалов, выполняющих микрорезание обрабатываемых поверхностей.
Для изготовления абразивного инструмента используют природные и искусственные материалы. К природным абразивам относятся: алмаз, корунд, наждак, гранит, кварц, кремний, пемза и др. К искусственным абразивам - электрокорунд, карбиды кремния, бора, циркония; кубический нитрид бора (эльбор), синтетический алмаз и др.
Связь между абразивными зёрнами обеспечивается связками, изготавливаемыми из природных керамических и искусственных полимерных материалов.
Шлифовальные круги изготавливаются в основном из искусственных материалов, так как они более однородны по составу и их свойства легко обеспечиваются в процессе производства.
Для выпуска промышленных шлифовальных кругов применяют следующие виды связок:
- природная керамика - керамические, силикатные;
- полимерные - бакелитовые, вулканитовые, глифталевые;
- металлические.
В машиностроении наиболее распространены керамические связки, изготавливаемые из огнеупорной глины, полевого шпата и кварца.
Бакелитовая связка – синтетическая смола, круги из которой прочные и
упругие, но плохо переносят охлаждающие жидкости.
Вулканитовая связка – синтетическая смола из каучука и серы, хорошо
работает в охлаждающих средах, при высоких скоростях, но быстро засалива-
ется.
Силикатная связка – для кругов, работающих без охлаждения, водо- и щелочноустойчивы.
Металлическая связка – бывает: вольфрамокобальтовая, железо-никеле-вая, медно-оловянная. ипользуется для производства алмазных кругов.
Глифталевая связка – применяется для упругих волокнистых кругов, пре-дназначенных для тонкого и отделочного шлифования.
Важнейшим параметром, определяющим режущие свойства шлифовального круга, является зернистость (обозначаемая номером), т.е. размерами зерен абразивных материалов, из которых состоит круг.
Твёрдость шлифовального круга характеризуется силой, которую нужно приложить к зерну, чтобы вырвать его из связки. Для шлифования твёрдых материалов используют мягкие круги, а для мягких материалов используются твёрдые круги.
По твёрдости круги разделяют на классы:
- мягкий – (М);
- среднемягкий – (СМ);
- средний – (С);
- среднетвёрдый - (СТ;
- твёрдый – (Т);
- весьма твёрдый – (ВТ);
- чрезвычайно твёрдый – (ЧТ).
Для обработки универсальных поверхностей используют типы кругов (рис. 12.2):
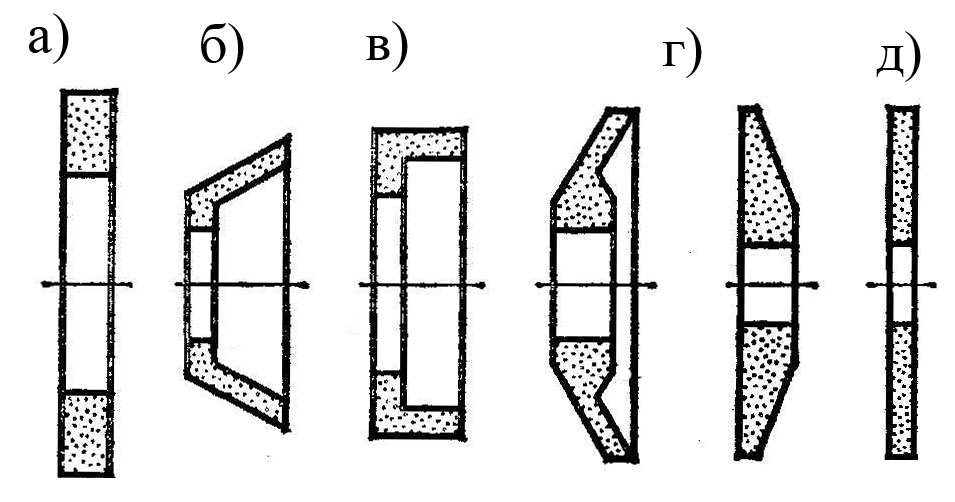
Рис. 12.2. Типы шлифовальных кругов: а) плоские; б) чашечные
конические; в) чашечные цилиндрические; г) тарельчатые;
д) дисковые
- плоские;
- чашечные конические;
- чашечные цилиндрические;
- тарельчатые;
- дисковые.
Для шлифования резьб используются специальные профильные круги.
Шлифовальные круги подвергают правке (очистке от засаливания и зату-пившихся зерен) с помощью специальных алмазных карандашей и шарошек.
12.3. Шлифовальные станки
Шлифовальные станки подразделяются станки для:
- круглого шлифования (центровые и безцентровые);
- плоского шлифования;
- доводочных работ.
При круглом наружном центровом шлифовании используются разные схемы шлифования (рис. 12.3). Наиболее распространённым является шлифование методом продольной подачи (рис. 12.3 а) для обработки длинныхзаготовок, поперечной подачи (рис. 12.3 б) для обработки заготовок для которых ширина круга перекрывает длину обрабатываемой поверхности и глубинной подачи (рис. 12.3 в) для обработки коротких, но жёстких заготовок.
На круглошлифовальных станках можно обрабатывать угловые поверх-
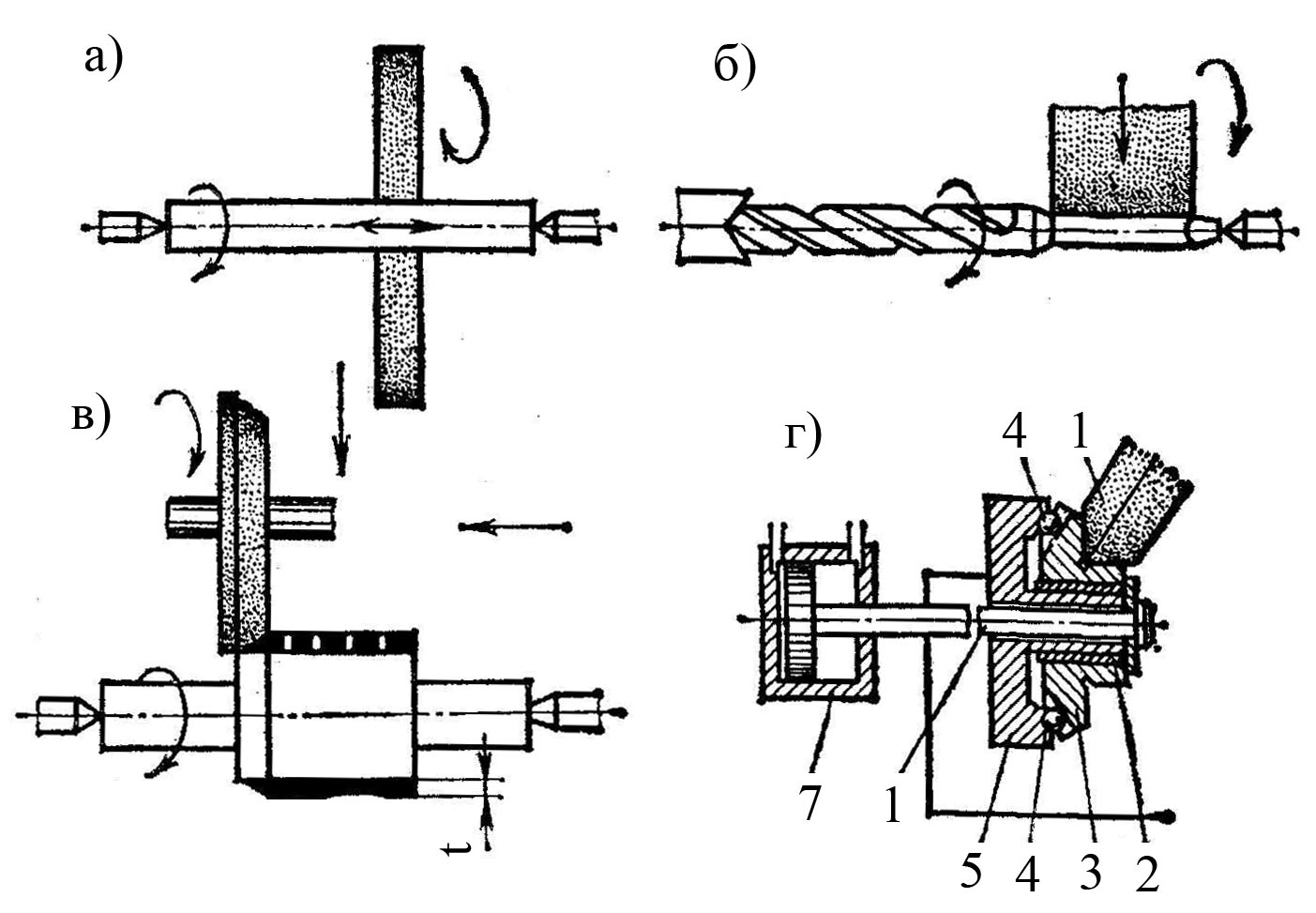
Рис. 12.3. Схемы круглого наружного шлифования: а) методом
продольной подачи; б) методом поперечной подачи; в) метод
глубинной подачи; г) обработка угловых поверхностей
ности или конус и торцовую поверхность одновременно (рис. 12.3 г).
Круглое безцентровое шлифование используется для обработки непре-
рывных заготовок в массовом производстве. Схема безцентрового шлифования
представлена на рис. 12.4.
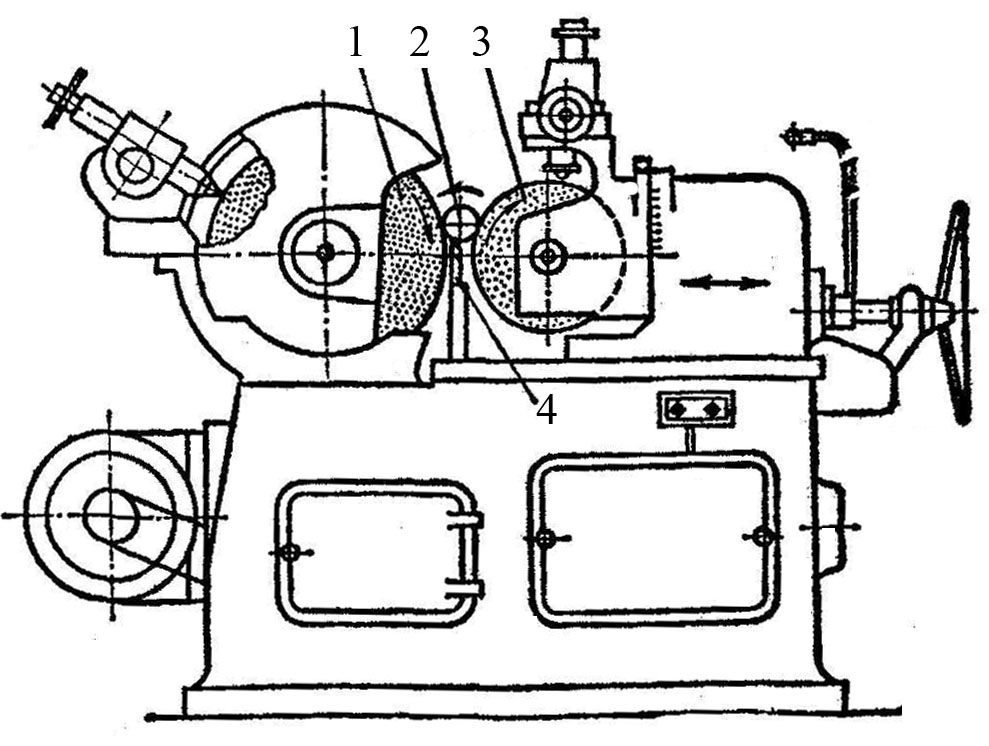
Рис. 12.4. Схема и станок для безцентрового шлифования, который
состоит из: 1) шлифующий круг; 2) заготовка; 3) ведущий круг;
4)упор