

3.1.5. Организация автоматической линии.
Автоматическая линия является высшей формой поточного производства. Расчеты автоматической линии производятся аналогично расчетам непрерывно-поточных линий, но с учетом некоторых особенностей. Так, при расчете такта необходимо учитывать коэффициент использования автоматической линии (ηпи), который определяется исходя из конструктивной и технологической сложности обрабатываемой детали, применяемого оборудования, оснастки, транспортных средств, контрольных устройств и может быть принят в пределах 0,6-0,9. Этот коэффициент при расчете такта автоматической линии (см. формулу (6)) заменяет собой коэффициент регламентированных перерывов (ηрп).
При определении количества рабочих-операторов следует учитывать, что все основное и вспомогательное время автоматизировано, и функции операторов сводятся только к наблюдению за работой автоматов, а при отсутствии механизированной подачи и съема деталей - к загрузке деталей на первую операцию и снятию их в конце линии.
Время занятости рабочего зависит от способа подачи детали на первую операцию поштучной или партионной (в бункер). Поэтому рекомендуется сначала составить схему планировки автоматической линии и, в зависимости от количества станков и характеристики подъемно-транспортных средств на линии, определить число операторов и наладчиков. Если автоматическая линия расчленяется на секции, операторы определяются по объему работ на каждой из них, но не менее одного на секцию.
При расчете количества операторов можно пользоваться следующими опытными данными: на проверку линии оператором перед началом работы требуется в среднем 1 мин. на станок, наблюдение за работой линии требует 20 мин. В смену на 1 станок, исправление мелких неполадок - 10 мин. на 1 станок (см. рис. 4). При ручной загрузке и выгрузке деталей необходимо также учитывать дополнительные затраты времени.
График загрузки операторов на автоматической линии
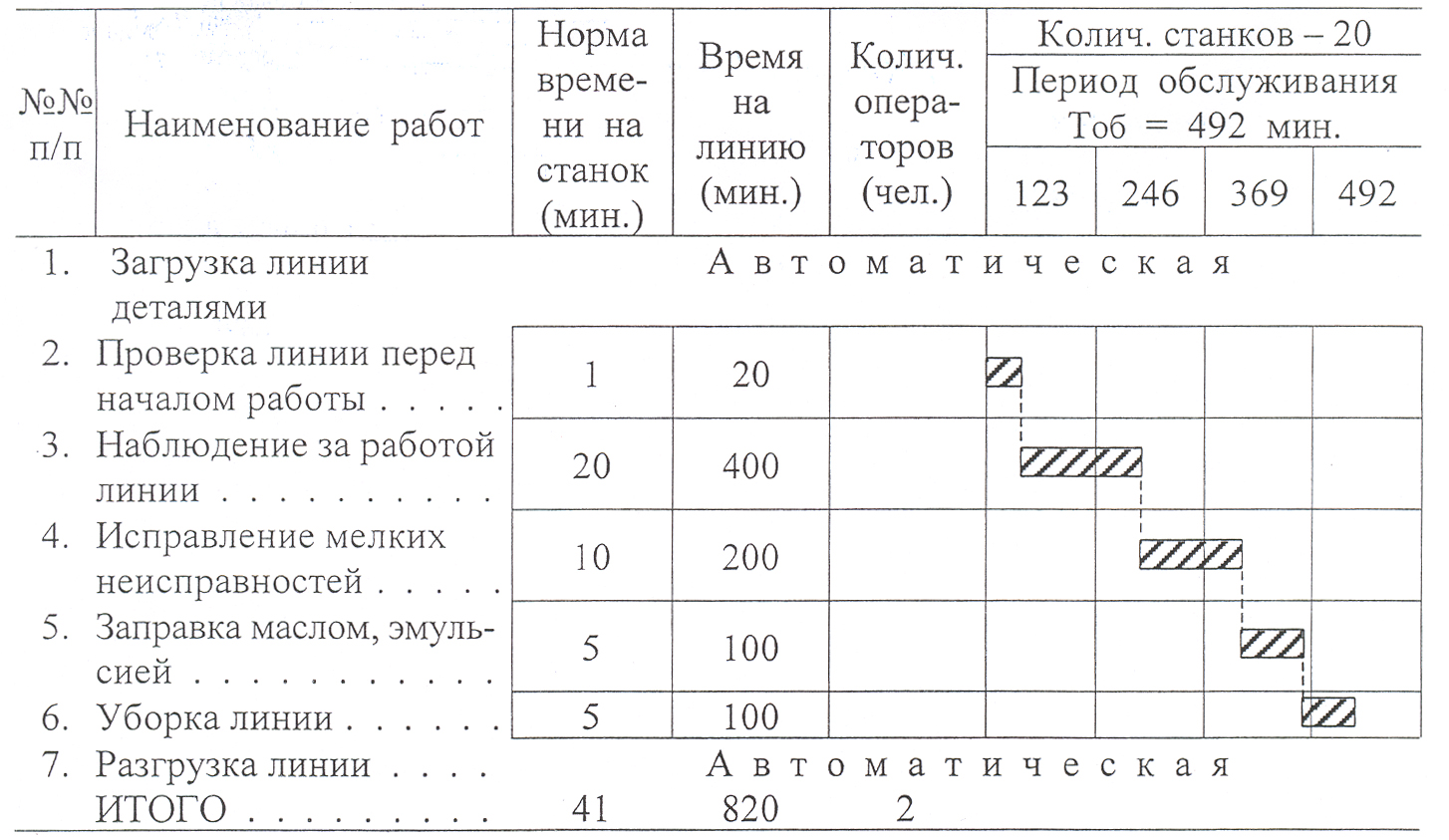
Рис. 4
Для автоматической линии, данные о которой приведены на рис. 4, требуется 820/492=1,67≈2 оператора в смену, коэффициент использования (ηир) будет равен ηир=1,67/2=0,83.
На рис. 4 представлен один из вариантов загрузки операторов на данной линии.
При определении необходимого количества наладчиков следует учитывать количество станков, количество инструментов, их стойкость. При этом можно использовать примерные нормы: работа по наладке одного инструмента - 5 мин.; замена одного инструмента - 1 мин.; устранение неисправностей - 5 мин./шт. (в среднем можно принимать 20 неисправностей в смену (см. рис. 5)).
График загрузки наладчиков на автоматической линии
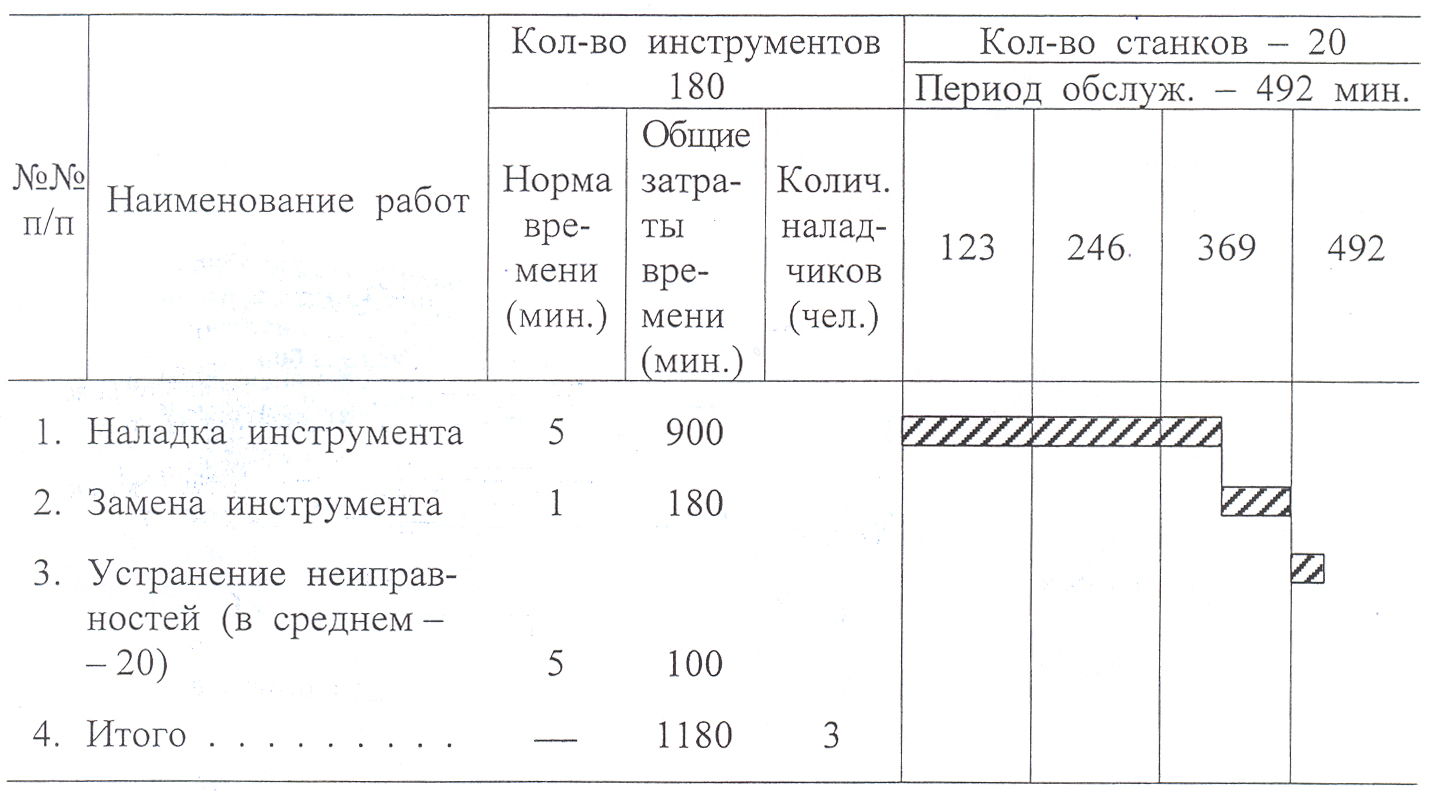
Рис. 5.
Для условий, указанных на рис. 5 количество наладчиков будет равно 1180/492=2,4 чел., т.е. 3 чел. в смену. Загрузка каждого из них может быть организована так, как показано на рис. 5.
Технологический задел на автоматической линии рассчитывается по формуле, рекомендованной для поточных линий. Транспортный задел определяется в зависимости от следующих условий:
а) при наличии шагового конвейера и спутников - по количеству спутников минус технологический задел;
б) на шаговом конвейере без спутников между станками может быть одна, две детали или ни одной, в зависимости от того, перемещает ли конвейер деталь от станка к станку соответственно за два, три такта или за один.
Страховой задел создается в размере 1-2 часовой производительности и хранится между секциями АСЛ, в конце линии или после ее наиболее уловимого звена.
На автоматической линии прерывно-поточного типа с шаговым конвейером оборотный задел не нужен, т.к. транспортер возвратно-поступательного действия включается по окончании такта, станки с более высокой производительностью автоматически выключаются после выполнения операции, а готовая деталь остается на месте до окончания такта.
Оборотный задел обязательно рассчитывается в многосекционных автоматических линиях или перед операциями, которым предшествует термическая обработка (в другом цехе или на участке) и т.п.; величина такого задела определяется длительностью обработки детали вне автоматической линии.