

4.3.4. Обработка деталей на станках координатно-расточной группы
Координатно-расточные станки – это группа сверлильных станков. Они подразделяются на:
- горизонтальные;
- вертикальные.
Согласно другому делению выделяют:
- одностоечные;
- двустоечные.
Горизонтальные станки универсальные. На них можно осуществлять такие операции, как разметка, фрезерование, сверление, предварительная центровка и окончательная расточка отверстий различных деталей с высокой точностью (0,01 мм) по диаметральным размерам и расположению относительно осей и контура.

Р
Рис. 41. Одностоечный
вертикальный координатно-расточной
станок
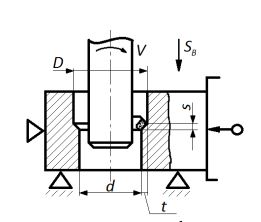
Рис. 42: Расточка внутреннего диаметра. d – диаметр отверстия в заготовке; D – диаметр отверстия в готовой детали; t – припуск; Sв – вертикальная подача. В станке предусмотрены специальные приспособления для фиксирования деталей на станке (прихваты и тиски), а также универсальные поворотные столы.
Рис. 42. Расточка
внутреннего диаметра
4.3.5. Обработка деталей шлифованием
Ш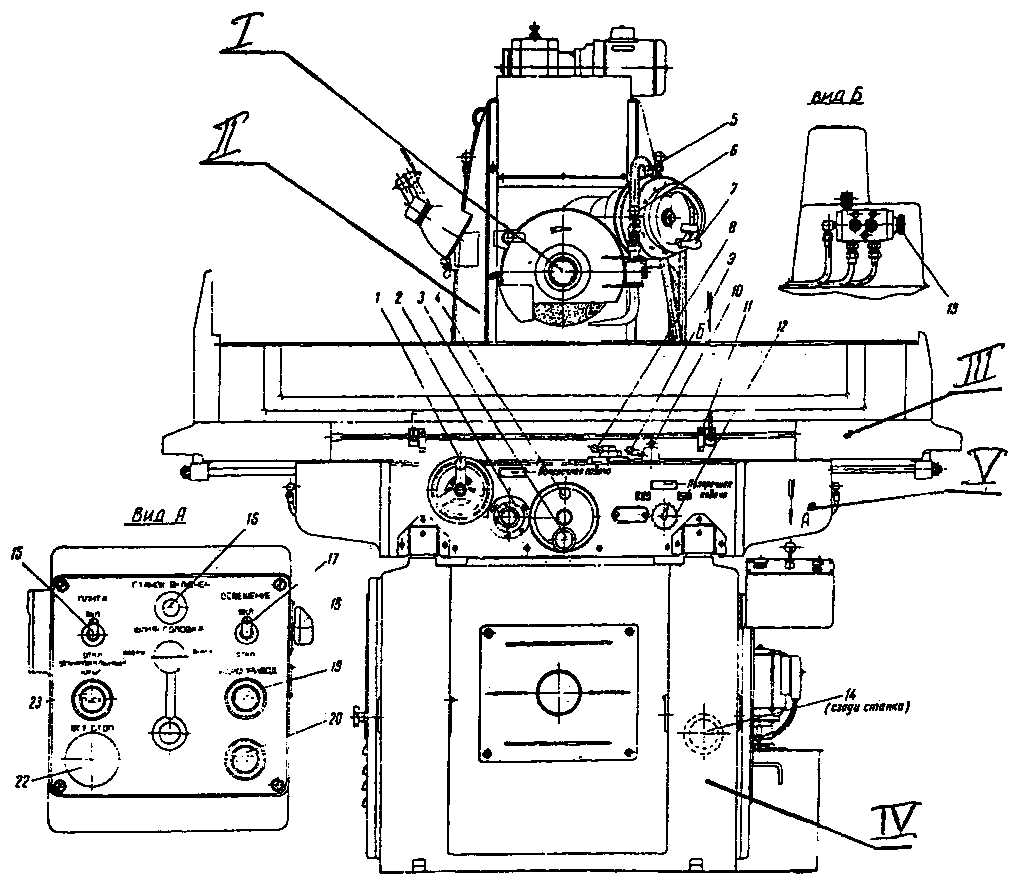 лифование
позволяет добиться высокого класса
чистоты поверхности (0,001 мм). Выделяют
две группы шлифовальных станков:
лифование
позволяет добиться высокого класса
чистоты поверхности (0,001 мм). Выделяют
две группы шлифовальных станков:
- плоскошлифовальные (предназначены для шлифовки деталей призматической формы, например параллелепипед, периферии круга или когда он заправлен под угол 90°, то торец круга);
- круглошлифовальные.
Р
Рис. 43.
Плоскошлифовальный станок
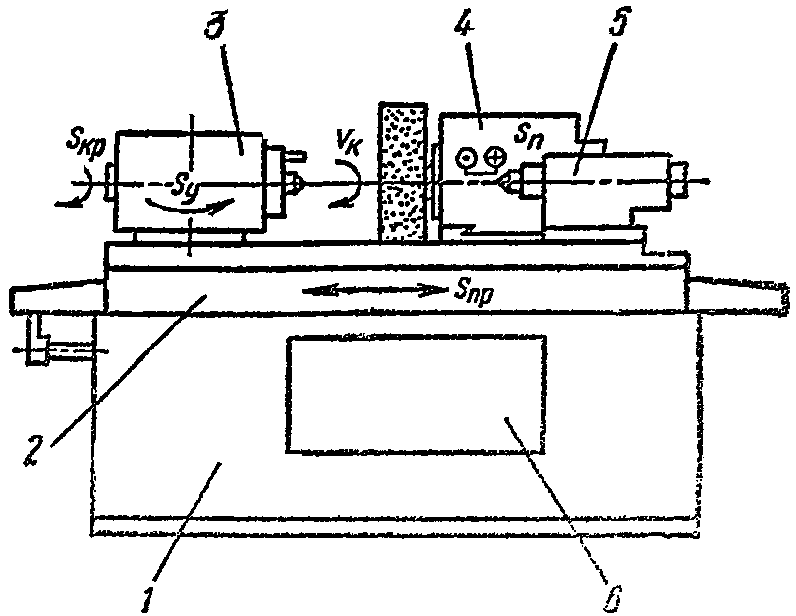
Рис. 44: Обработка на плоскошлифовальном станке. 1 – стол, в котором находятся электромагниты или постоянные магниты; 2 – заготовка; Вертикальная подача осуществляется вручную, на две продольные подачи осуществляется поперечная подача.
Рис. 44. Обработка
на плоскошлифовальном станке
Р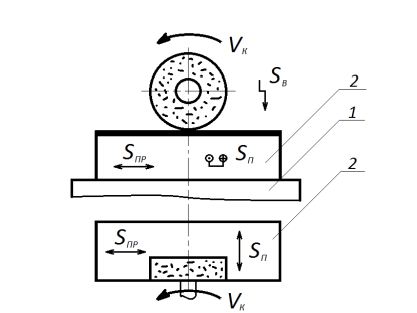 ис.
45: Круглошлифовальный станок. Используется
для обработки тел вращения. Основные
узлы: 1 – станина; 2 – стол; 3
– передняя бабка с коробкой скоростей;
4 – шлифовальная бабка; 5 – задняя
бабка; 6 – гидропривод управления.
ис.
45: Круглошлифовальный станок. Используется
для обработки тел вращения. Основные
узлы: 1 – станина; 2 – стол; 3
– передняя бабка с коробкой скоростей;
4 – шлифовальная бабка; 5 – задняя
бабка; 6 – гидропривод управления.
Выделяют:
- простые;
- универсальные станки (у них передняя и шлифовальная бабки могут поварачиваться на определенный угол).
S
Рис. 45.
Круглошлифовальный станок
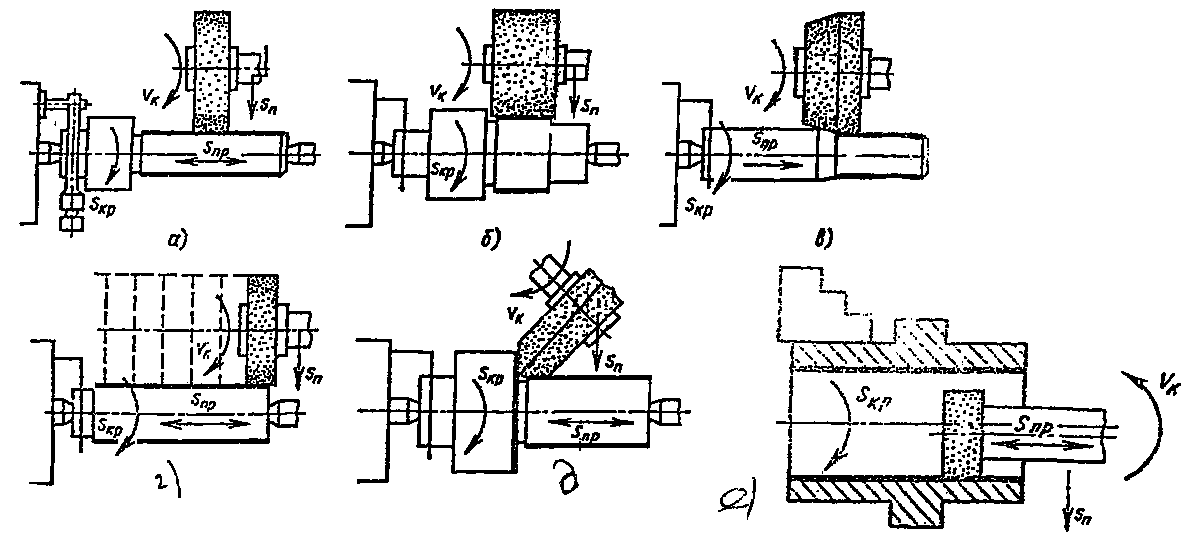
Рис. 46. Схемы
обработки на круглошлифовальных станках
Схемы обработки на круглошлифовальных станках:
а) схема с продольной подачей. Заготовка крепится в центрах;
б) врезное шлифование;
в) глубинное шлифование (полное шлифование за один проход);
г) шлифование уступами;
д) одновременная обработка цилиндрической и торцевой поверхности. Осуществляется при заправке комбинации шлифовальных инструментов;
е) внутреннее шлифование для получения высокой точности отверстий цилиндрической и конической формы. Добиваются высокого класса чистоты как сквозных, так и глухих и фасонных отверстий. d(шлифовального круга) = 0,7-0,9d(отверстия). Конические отверстия шлифуются при помощи установочной подачи – поворота бабки на определенный угол.