

3.4. Отходы производства и их использование
В процессе переработки термопластов литьем под давлением и экструзией неизбежны отходы в виде литников, заусенцев, бракованных изделий и отходы при наладке технологического процесса. Общее количество отходов разного вида изделий колеблется от 5 до 25% от массы исходного сырья. Отходы термопластов перерабатываются целиком. Технологический процесс использования отходов иллюстрируется следующей схемой:
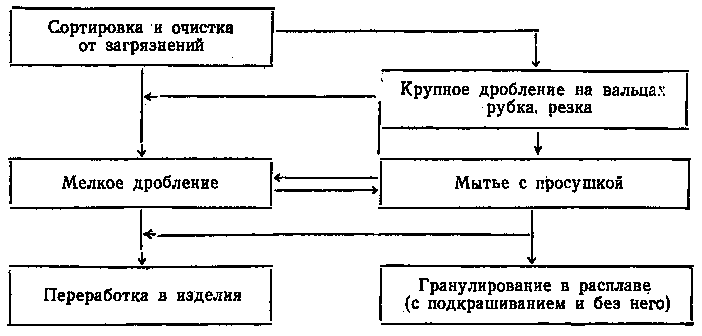
Сбор, сортировку и дробление отходов рекомендуется проводить непосредственно на рабочем месте.
Для дробления крупных отходов можно использовать двухвалковую дробилку с зубьями или рифлеными валками, а также щековую дробилку. Крупные отходы из упругих материалов (полиэтилен, полипропилен, полиамиды и др.) следует измельчать механическими ножницами или циркульными пилами.
Более мелкое дробление проводится на роторных ножевых измельчителях типа приведенного на рис. Эти машины обеспечивают измельчение термопластов в крошку, пригодную для переработки в смеси с первичным сырьем в количестве до 25% для широкой номенклатуры изделий.
Инструкции по сбору, хранению, дроблению и грануляции отходов приведены в приложениях №3 и №4 соответственно.
3.5. Организация рабочего места
В зависимости от режима работы термопластавтомата, а также масштабов производства изменяется характер труда литейщиков и по-разному строится их функциональная занятость в течение смены (табл.).
Р
Рис. 30. Схема
организации рабочего места
1
– литьевая машина, 2
- термостатирующий агригат, 3
- пневмозагрузчик, 4
– электрошкаф, 5
- лоток для полуфабрикатов (готовой
продукции), 6
– рабочий стол.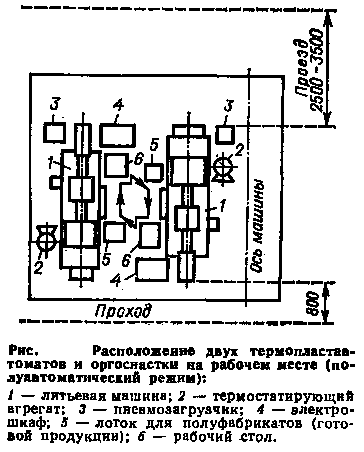
Таблица. Факторы, определяющие функциональную занятость литейщиков
Режим |
Действия литейщика * |
Норма обслуживания |
Форма организации труда |
Полуавтоматический |
Литейщик дает команду на начало каждого цикла |
2-3 машины на литейщика |
Бригадная или индивидуальная
|
Автоматический |
Литейщик выполняет контрольные функции в течение всей смены, производя обход всех обслуживаемых машин через определенные промежутки времени |
5-7 машин на литейщика |
1. Комплексная бригада из рабочих различных профессий и специальностей; распределение работ определяется профессией и квалификацией рабочих, а также составом работ: например, литейщики выполняют часть функций контролера, наладчика, электромонтера. 2. Специализированная бригада — объединение рабочих одной профессии, например литейщиков пластмасс |
Удобство планировки рабочих мест в случае объединения литьевых машин в поточные или автоматические линии определяется расположением технологической оргоснастки и электрошкафов, направлением грузопотоков, способом отбора продукции и способом прокладки энергокоммуникаций.
Литьевые машины размещают так, чтобы можно было подойти к любому автомату для ремонта, установки формы или демонтажа – без остановки других машин. Транспортировка готовой продукции может осуществляться либо с помощью конвейера, либо в специальной таре на электрокаре.
Производственный участок должен быть оснащен подъемно-транспортным оборудованием (кран-балкой, тельфером или монорельсом с тельфером) для механизированной подачи и установки форм на машинах, а также для механизации технологических и ремонтных работ.
С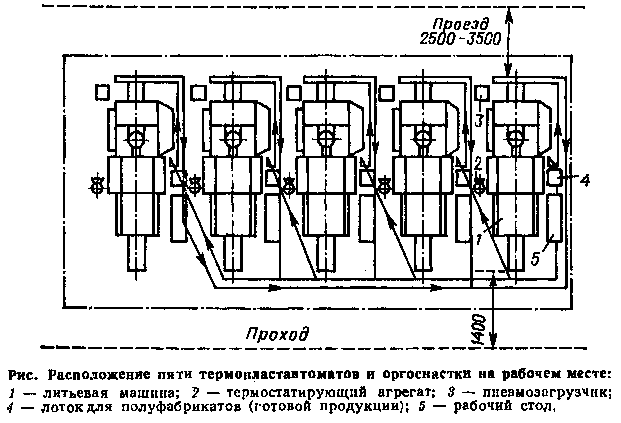 хемы
организации рабочих мест на предприятии
даны в приложениях №5 и №6
соответственно.
хемы
организации рабочих мест на предприятии
даны в приложениях №5 и №6
соответственно.
Рис. 31. Схема
организации рабочего места
1 – литьевая
машина, 2 - термостатирующий агрегат, 3
– пневмозагрузчик, 4 – лоток для
полуфабрикатов (готовой продукции), 5
– рабочий стол.