

Лабы и методички к ним / Лабы по качеству / Лаба11(МАИ)
.docОрганизация качества и элементы контроля
Практическая работа №11
«Одноступенчатый выборочный контроль по альтернативным признакам»
Выполнил: студент гр. 1510
Мищенко А.И.
Проверил: преподаватель
Курин С.В.
Теоретическая справка
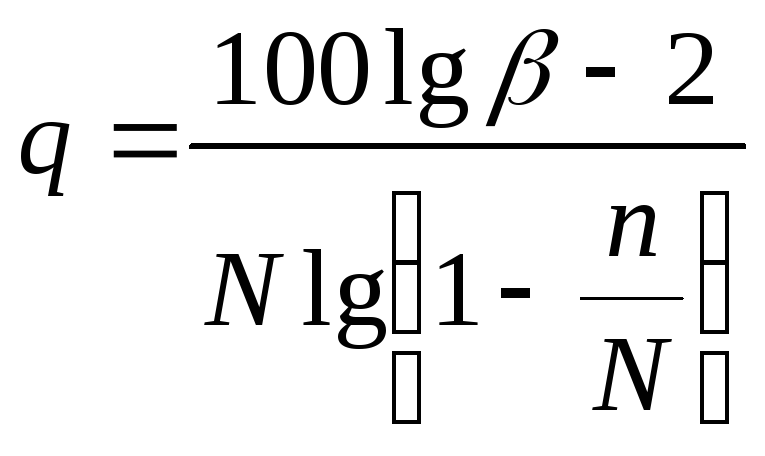
Универсальная формула, предложенная академиком А. Н. Колмогоровым для расчета планов контроля с приемочным числом, равным нулю имеет вид:
![]()
где
![]() -
средний
процент принимаемых партий;
-
средний
процент принимаемых партий;
q - доля дефектных изделий, %;
п - число изделий в выборке;
N — число изделий в партии.
Ожидаемый процент примятых партий при данном объеме выборки определяется как функция, доли дефектных изделий в партии и называется оперативной характеристикой плана контроля:
![]()
Оперативную характеристику плана контроля можно представить в виде графика (рис.1), с помощью которого изготовитель может определить, при каком уровне качества продукции он может обеспечить сдачу потребителю большинства предъявляемых партий, и принять соответствующие меры в производстве для обеспечения необходимого среднего уровня входного качества по формуле:
Для выбора плана издаются стандарты, в которых помещены таблицы планов контроля.
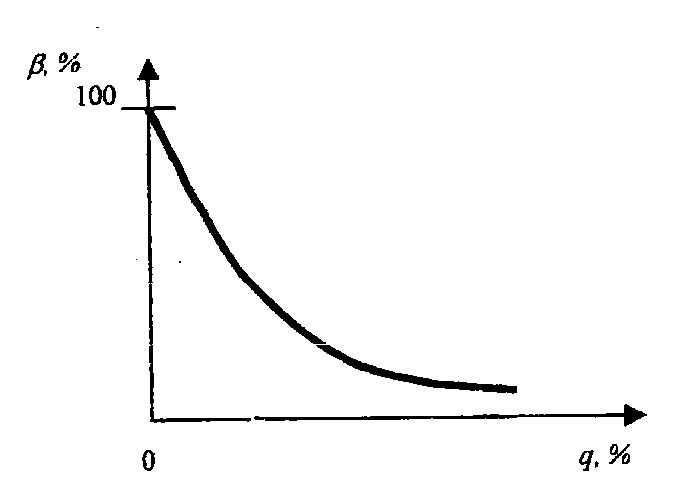
Рис. 1. Оперативная характеристика тана контроля
Для определения объема выборки по заданным объему партии и пределу среднего уровня выходного качества с приемочным числом с=0 А.Н. Колмогоров предложил следующую формулу:
![]()
где е - основа натурального логарифма;
![]() -
предел
среднего уровня выходного качества, %.
-
предел
среднего уровня выходного качества, %.
Контрольное задание
Построить график (рис.1) оперативной характеристики плана контроля по следующим данным:
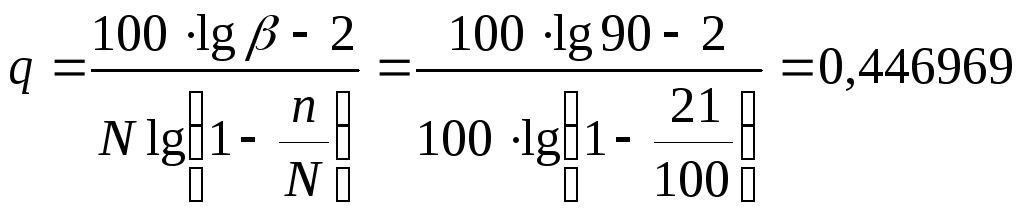
Определить
среднюю долю дефектных изделий в партиях
(q
% предъявляемых
на контроль, чтобы обеспечить сдачу в
среднем
![]() % партий
при плане контроля:
% партий
при плане контроля:
|
№ варианта
|
N, шт
|
п, шт
|
С
|
|
|
1
|
100
|
21
|
0
|
90
|
Определить план контроля, гарантирующий, что в принятой продукции средняя доля дефектных изделий не превысит q и объем каждой партии равен N изделиям:
|
№ варианта |
Средняя доля дефектных изделий, шт
|
Объем партии, N, шт |
Приемочное число, с
|
|
1
|
1%
|
100
|
0
|
Выполнение задания
Построение графика
|
q,% |
|
|
0 |
100 |
|
1 |
79 |
|
2 |
62,41 |
|
3 |
49,3039 |
|
4 |
38,95008 |
|
5 |
30,77056 |
|
6 |
24,30875 |
|
7 |
19,20391 |
|
8 |
15,17109 |
|
9 |
11,98516 |
|
10 |
9,468276 |
|
11 |
7,479938 |
|
12 |
5,909151 |
|
13 |
4,668229 |
|
14 |
3,687901 |
|
15 |
2,913442 |
|
16 |
2,301619 |
|
17 |
1,818279 |
|
18 |
1,436441 |
|
19 |
1,134788 |
|
20 |
0,896483 |
|
22 |
0,559495 |
|
24 |
0,349181 |
|
26 |
0,217924 |
|
28 |
0,136006 |
|
30 |
0,084881 |
|
32 |
0,052975 |
|
34 |
0,033061 |
|
36 |
0,020634 |
|
38 |
0,012877 |
|
40 |
0,008037 |

Определение средней доли дефектных изделий в партии
Определение плана контроля
![]()
![]()