

№6
1. Схема к определению некотор конструктивных параметров чмф:Da, d, Df, hau…
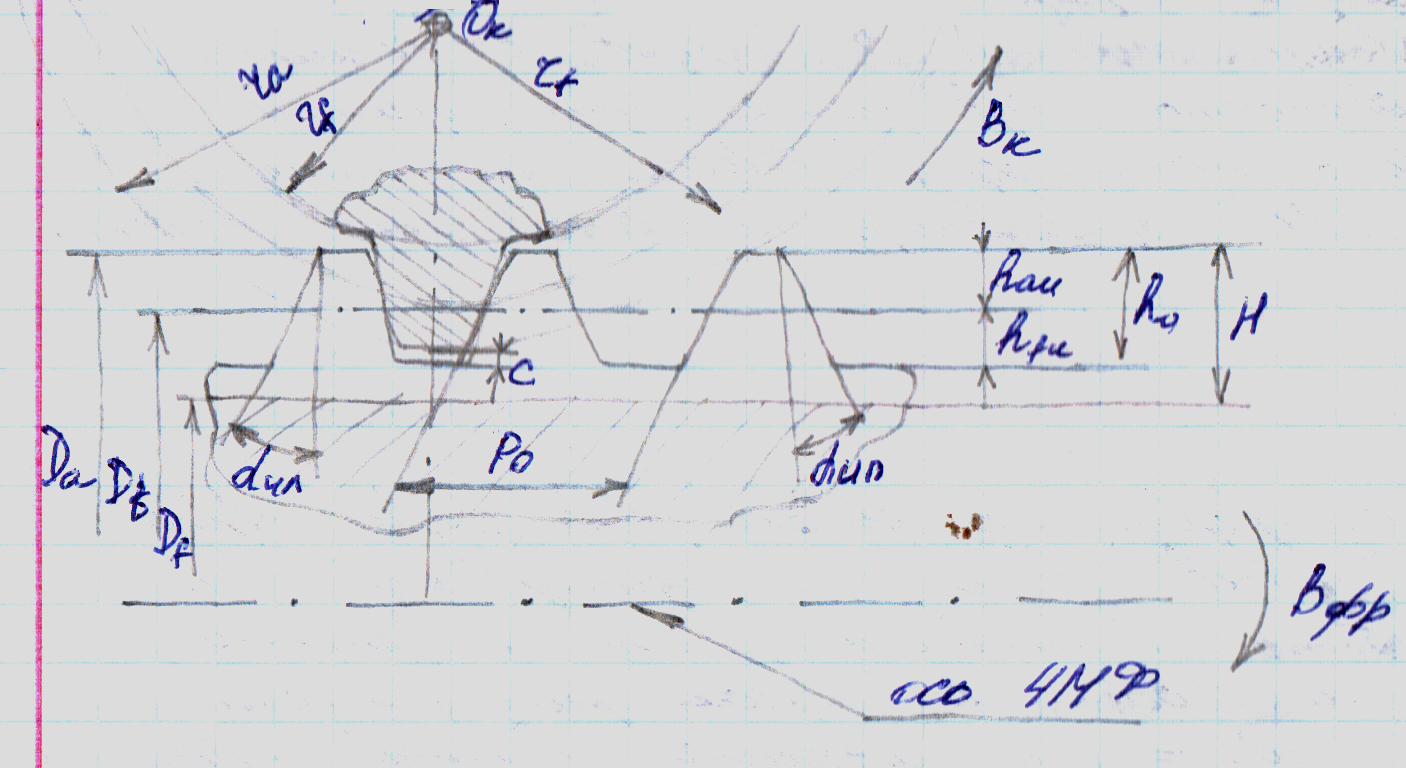
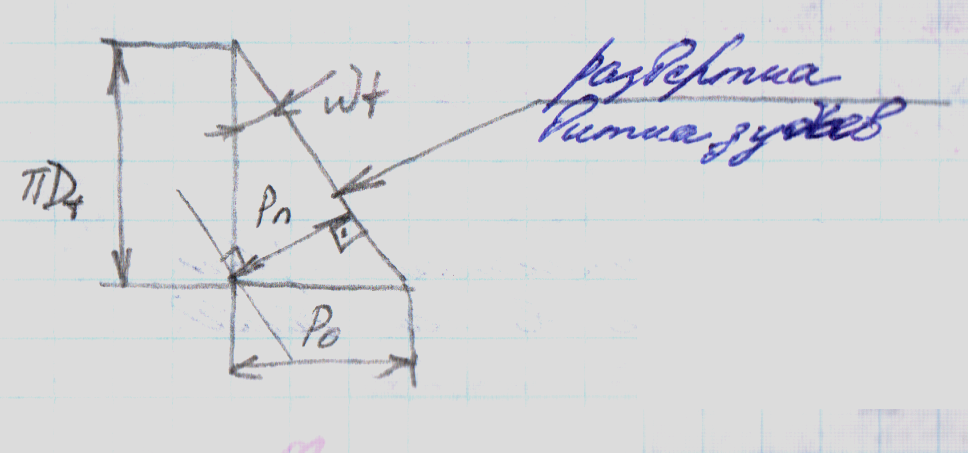
Определение нар диаметра Da связано с противоречивыми обстоятельствами, с одной стороны увеличение Da желательно, т к это позволяет увеличить диаметр оправки на который насаживается фреза при установке на станок, при этом увеличивается жесткость технологической системе, а следовательно период стойкости фрезы уменьшая шероховатость обработанных поверхностей колес, с другой стороны с увеличением Da увеличивается стоимость фрезы, увеличивается крутящий момент на шпинделе станка. При увеличении Da(при заданной скорости резания) может так же уменьшить производительность зубонарезания из-за увеличения длины врезания и перебега фрезы и уменьшения частоты вращения фрезы. Da выбирают по нормали и стандартам или вначале задают углом подъема витков wt затем определяют делит Dt и наружн диаметр Da. Для чистовых фрез wt=3-5, для притизионных фрез wt3
![]()
![]() ;
;
![]() ;
;
![]() ,
где hau,hfu-
высота головки и ножки зуба фрезы, обычно
они равны (1,25-1,3)m
,
где hau,hfu-
высота головки и ножки зуба фрезы, обычно
они равны (1,25-1,3)m
Поскольку головка зуба фрезы обрабатывает ножку зуба колеса то их высоты равны hau=hfu
Ножка зуба фрезы обрабатывает головку зуба колеса чтобы основание впадины зубьев фрезы не обрабатывало наруж поверхность зубьев колеса между ними предусматривается зазор С, равный обычно радиальному зазору зубчатой передачи C=0.25m
Полная высота профиля зубьев ЧМФ для нарез колес со стандартными размерами зубьев равна hu=hau+hfu=hf+(ha+C)=1.25m+m+0.25m=2.5m
2. Зенкеры, зенковки, цековки
Зенкер- осевой РИ для повышения точности формы отверстия до 10-9 кв., увеличения его диаметра, исправления положения и направления оси отверстия в заготовке. В отличии от сверла зенкер не имеет поперечных режущих кромок или может иметь 3 или более гл и вспомогат режущих кромок. Бывают: цельные, составные, сборные.
Зенковка- осевой многолезвийный РИ для обработки конического входного участка отверстия под винты с конической головкой, для снятия фасок в отверстиях с углом 2=60,75,120
Цековка- осевой многолезвийный РИ для обработки цилиндрических и(или) торцового участка отверстия заготовки т е для обработки цилиндрических углублений под головки винтов и подрезка торцовых бабышек.
3. Определение крутящего момента
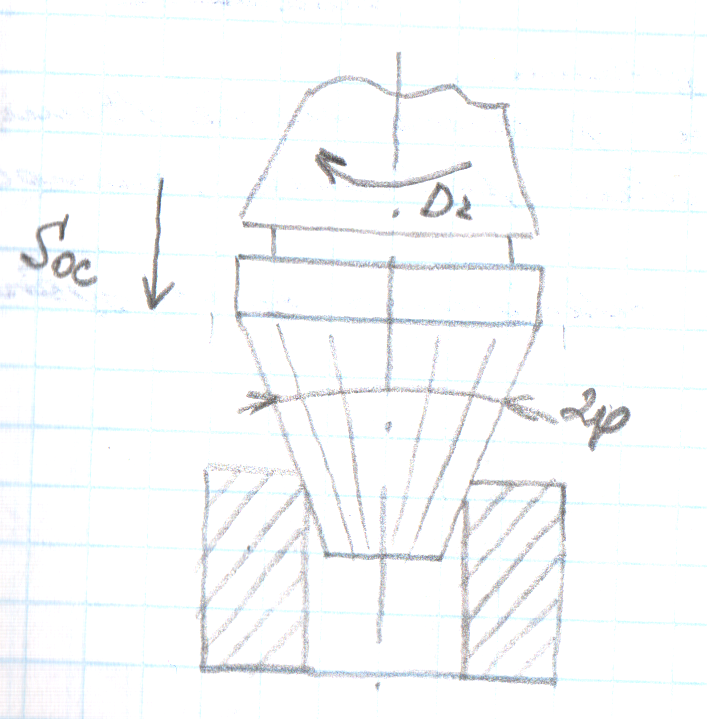
Наиболее распространенными инструментальными конусами обеспечивающие самоторможение явл конусы с конусностью1/20 ,1/30, Морзе, метрические конуса.
Конусы с конусностью 1/3, 7/24 (уклон 8) хорошо центр РИ, но не способны передавать кр момент без дополнительной затяжки.
Метрические:80,100,120,140. № соответствует наиб диаметру конуса.
Морзе: 0,1,2,3,4,5,6. № соответствует определенной конструкции конуса, уклон 130
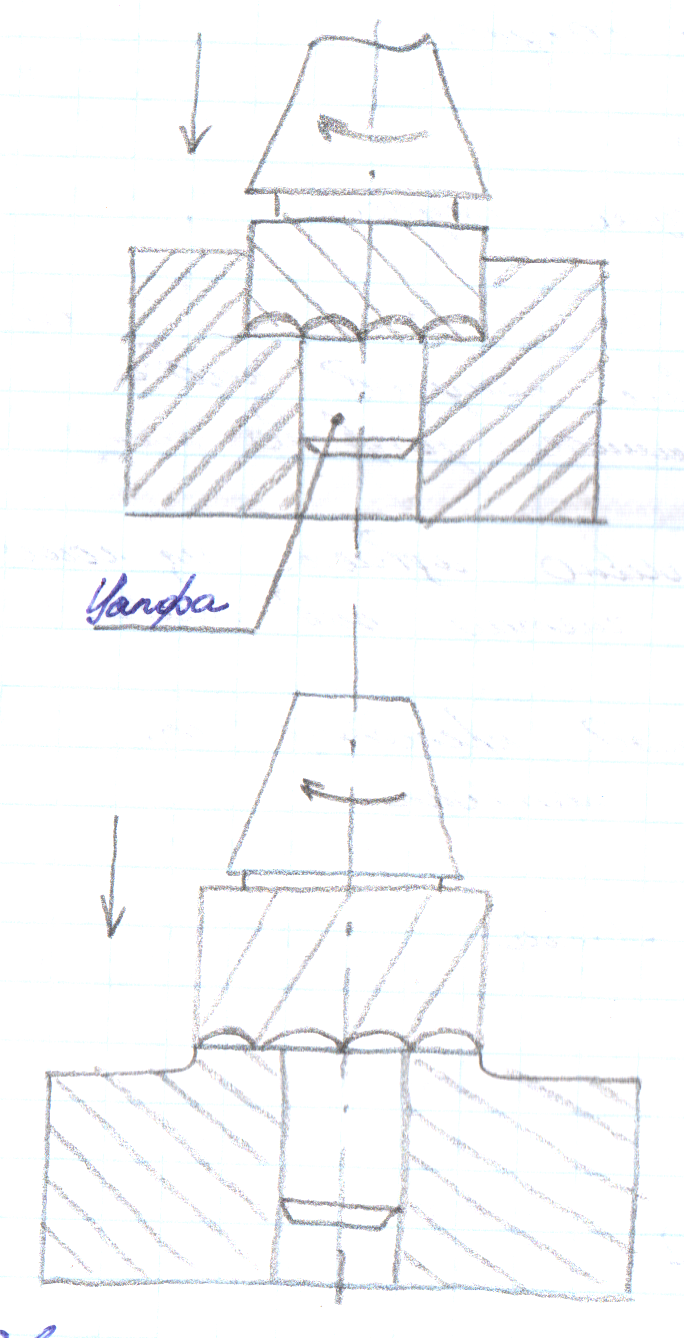
Лапка на конце самотормож хвостовика служит только для выбивания РИ из отверстия шпинделя с помощью клина, она не должна передавать кр момент. Весь Мкр должен передаваться за счет трения по конической поверхности хвостовиков РИ.
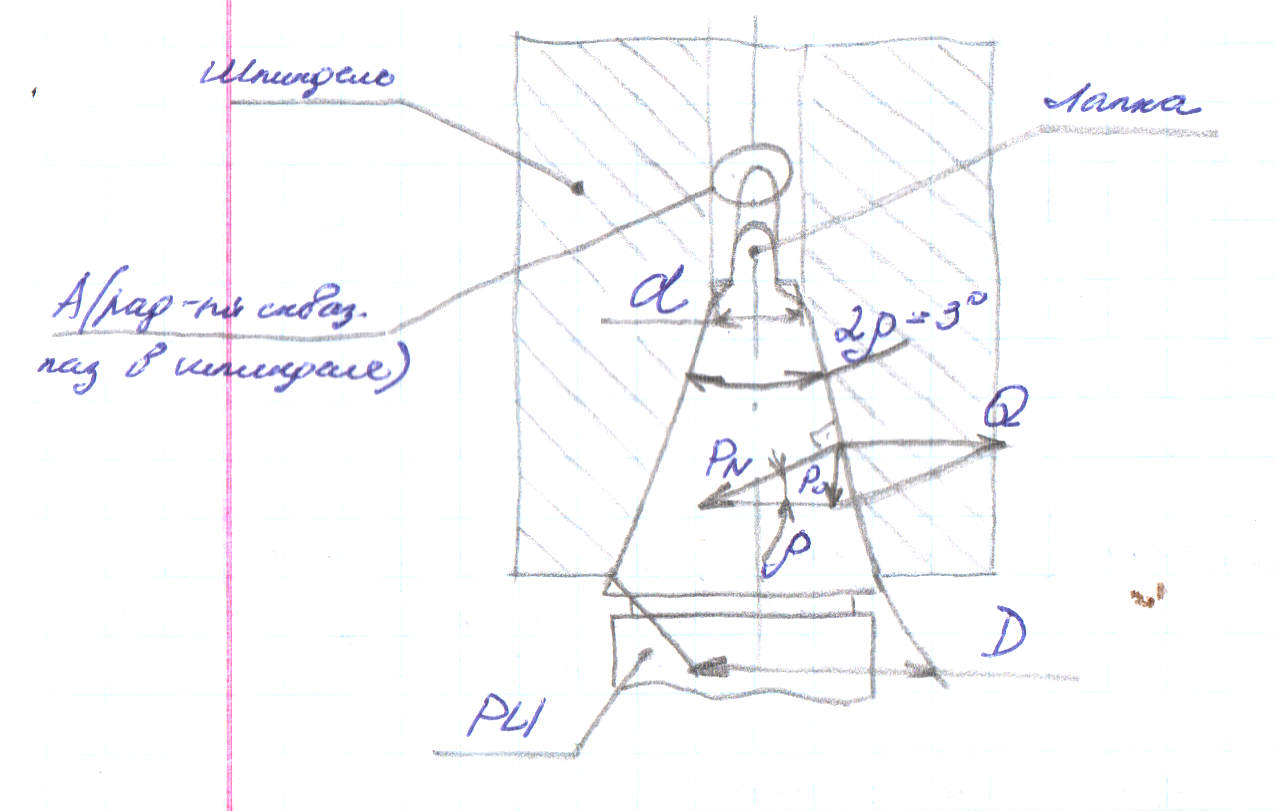
D,d-граничные диаметры раб поверхности хвостовика в отв
-угол конуса
Po-осевая составляющая силы
Pn-норм составляющая
![]() ;
;
![]()
крутящий момент передаваемый конусом:
![]() ,
,
![]() -
допуск в угловых минутах на изготовл
конуса а отверстие шпинделя и хвостовиков
РИ.
-
допуск в угловых минутах на изготовл
конуса а отверстие шпинделя и хвостовиков
РИ.
![]() ;
Мтр≥Мкр при =130
;
Мтр≥Мкр при =130
В некоторых хвостовиках инструментах делается резьбовое отверстие для дополнительного затягивания самотормоз конуса в шпиндель станка с целью исключения проворота инструмента во время работы.
Мтр при затяжке конуса в шпиндель винтом определ по формуле
![]() ,
Рзат-сила затяжки конуса.
,
Рзат-сила затяжки конуса.
№7