Типовые марки смазочно-охлаждающих жидкостей (сож).
В настоящее время существует очень много различных марок СОЖ. Рассмотрим только наиболее распространенные (известные) марки.
1). ОСМ-3 — мало вязкое масло с антиизносными и антизадирными присадками (в основном на основе хлора (Cl) и серы (S)).
2). Укринол-1 — эмульсон на основе минерального масла, эмульгаторов и ингибиторов коррозии.
3). Аквол-2 — он аналогичен Укренолу-1, но добавлены антиизносные и антикоррозийные присадки.
4). Сульфафрезол — осерненное (1,7%) минеральное масло.
5). С8265 (Англия), Боройл (Германия), Даско (США) — все это эмульсоны на основе минерального масла, эмульгаторов и ингибиторов коррозии.
В ряде случаев обработку целесообразно вести с применением твердых СОТС (смазочно-охлаждающих технологических сред). Таких как:
Дисульфида молибдена (Mo) или вольфрама (W);
Графитовой пасты с наполнителем.
Для обработки магниевых сплавов, как правило, применяются газовые технологические среды (среды инертных газов: неон (Ne) и другие). Кроме того на чистовых методах обработки дает положительный эффект применение охлажденного ионизированного воздуха.
Эффекты воздействия сож.
1). Смазочный эффект, то есть препятствует непосредственному контакту обрабатываемого и инструментального материала, что в большинстве случаев улучшает условия резания. Но имеет место отрицательный эффект связанный с образованием смазочной пленки на контактирующих поверхностях.
2). Диспергирующий эффект — эффект академика Ребиндера. Он состоит в том, что если в зону обработки ввести сильно поверхностно активную среду, то достигается охрупчивание твердых тел и облегчение процесса его разрушения. В этом случае стружка идет не сливная, а имеет место диспергированный конгломерат частичек шириной 0,1 мм в микрообъемах применительно к лезвию инструмента имеет место процесс растяжения.
3). Суммарный эффект. Обеспечивается воздействием первых двух.
4). Охлаждающий эффект — эффект снижающий контактные температуры. Например, установившееся тепловое поле при точении в сухую устанавливается в режущем клине в течение 300…400 секунд, а при использовании СОЖ всего за 5…10 секунд.
5). Моющий эффект направлен на непрерывную эвакуацию из зоны обработки (резания) продуктов износа инструмента, мелкой стружки, а также карбидов выбитых из структуры материала инструмента. Он имеет первостепенное значение при выполнении финишных операций, а также при других видах тонкой обработки, как абразивной, так и лезвийной.
Классификацию экономических эффектов можно представить в следующем виде (рис. 15-1). На основе ранее принятых признаков указанные в классификации группировки характеризуют объективно обусловленные границы экономии затрат, а также соответствующие им связи между формой и местом проявления экономии. Характер связей и место проявления экономии непосредственно определяются особенностями процесса создания и эксплуатации оснастки как машиностроительного изделия на предприятии. Стремление охватить максимально возможное количество связей чрезмерно осложнило бы математическое описание совокупной экономии, а также существенно ограничило бы возможность практического применения результатов измерения.
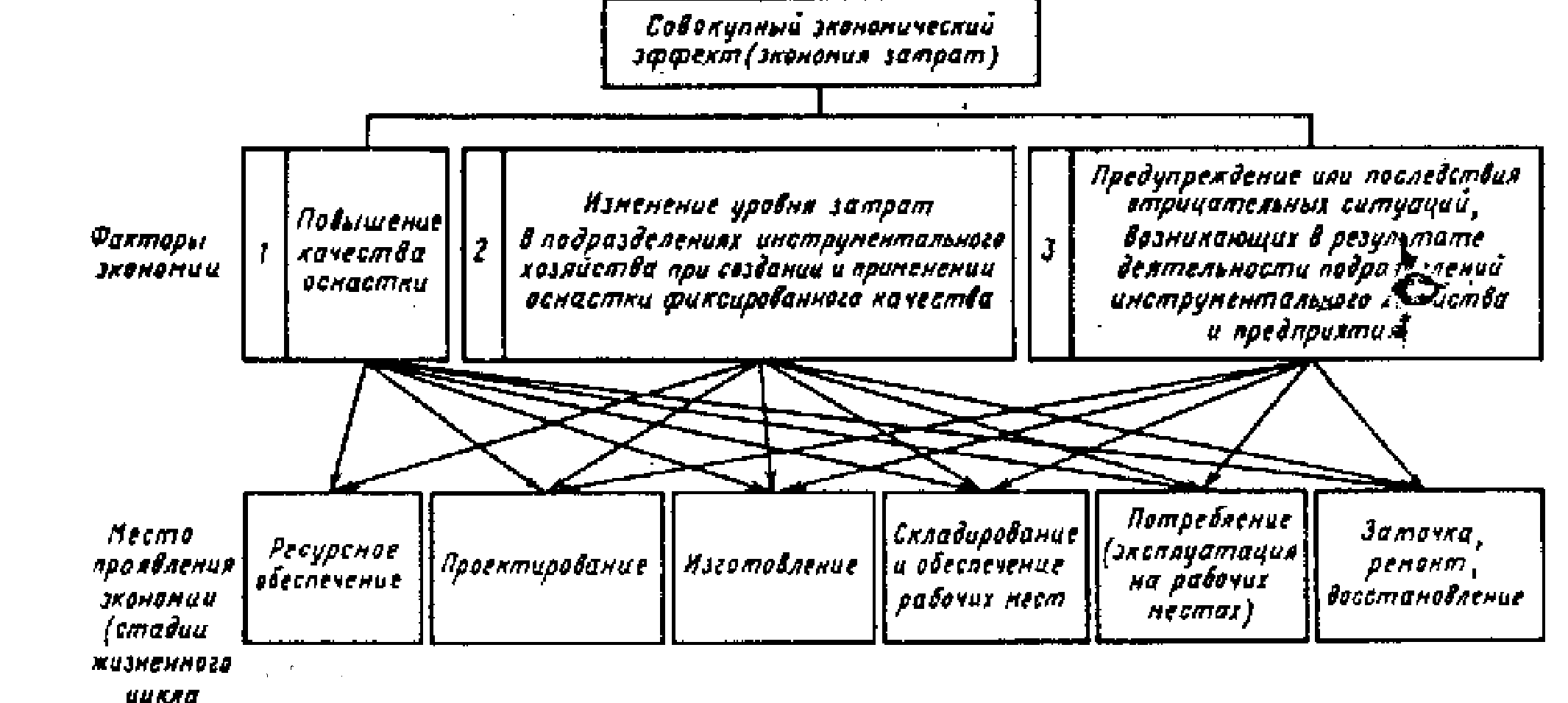
Рисунок 15-1
Указанной классификации соответствует следующая общая модель экономии затрат в ИО:
![]()
![]()
![]()
![]()
Где
![]() —совокупная экономия
затрат в ИО, руб./год;
—совокупная экономия
затрат в ИО, руб./год;
![]() — общая экономия затрат, обусловленная
изменением качества оснастки, руб./год;
— общая экономия затрат, обусловленная
изменением качества оснастки, руб./год;
![]() — общая экономия, обусловленная
изменением затрат, не связанных с
изменениями качества оснастки, руб./год;
— общая экономия, обусловленная
изменением затрат, не связанных с
изменениями качества оснастки, руб./год;
![]() — общее изменение затрат, обусловленное
предупреждением или последствиями
отрицательных ситуаций, возникающих в
результате функционирования
инструментального хозяйства, руб./год;
— общее изменение затрат, обусловленное
предупреждением или последствиями
отрицательных ситуаций, возникающих в
результате функционирования
инструментального хозяйства, руб./год;
![]() — это изменения затрат,
обусловленные изменением качества
оснастки, соответственно на стадиях
ресурсного обеспечения, проектирования,
изготовления, складирования, эксплуатации,
ремонтно-восстановительных работ,
руб./год;
— это изменения затрат,
обусловленные изменением качества
оснастки, соответственно на стадиях
ресурсного обеспечения, проектирования,
изготовления, складирования, эксплуатации,
ремонтно-восстановительных работ,
руб./год;