

17. Список использованной литературы
1 Ковалев Ю.Г., Скамьянова Т.Ю. Технология изготовления отливки: Метод. пособие по выполнению курсового проекта/ Перм. гос. техн. ун-т. – Пермь, 1995.
2 Ковалев Ю.Г. Литейная технологическая оснастка:Конспект лекций / Перм. гос. техн. ун-т.- Пермь, 1999. – 209 с.
3 Ковалев Ю.Г. Расчет прибылей и литниковых систем: Учебное пособие / Пермский университет –Пермь, 1978. – 78 с.
4 Игнатов М.Н. Выпускная квалификационная работа бакалавра: Требования и методические указания по выполнению и оформлению выпускной квалификационной работы. / Сост. М.Н. Игнатов, С.А Белова, М.С. Калашникова, Л.В. Ожгихина; / ПермГТУ.- Пермь, 2004.
5 Шишляев В.Н. Железоуглеродистые литейные сплавы: Учебное пособие / Перм. гос. Техн. ун-т. – Пермь, 2004. – 161 с.
6 Литейное производство. /Под ред. И.Б. Куманина. – М.: Машиностроение, 1971. – 320 с.
7 Трухов А.П. Технология литейного производства литье в песчаные формы: учебное пособие / Издательский центр «Академия», 2005. – 528с.
8 Могилев В.К., Лев О.И. Справочник литейщика / Машиностроение, 1988. – 272 с.
9 Чуркин Б.С., Технология литейного производства: учебное пособие / Урал. гос. проф.-пед. ун-та, 2000. – 662 с.
10 Расчёт шихты для плавки литейных сплавов «Методические указания к практическим занятиям», Караганда 2003г.
П
риложение
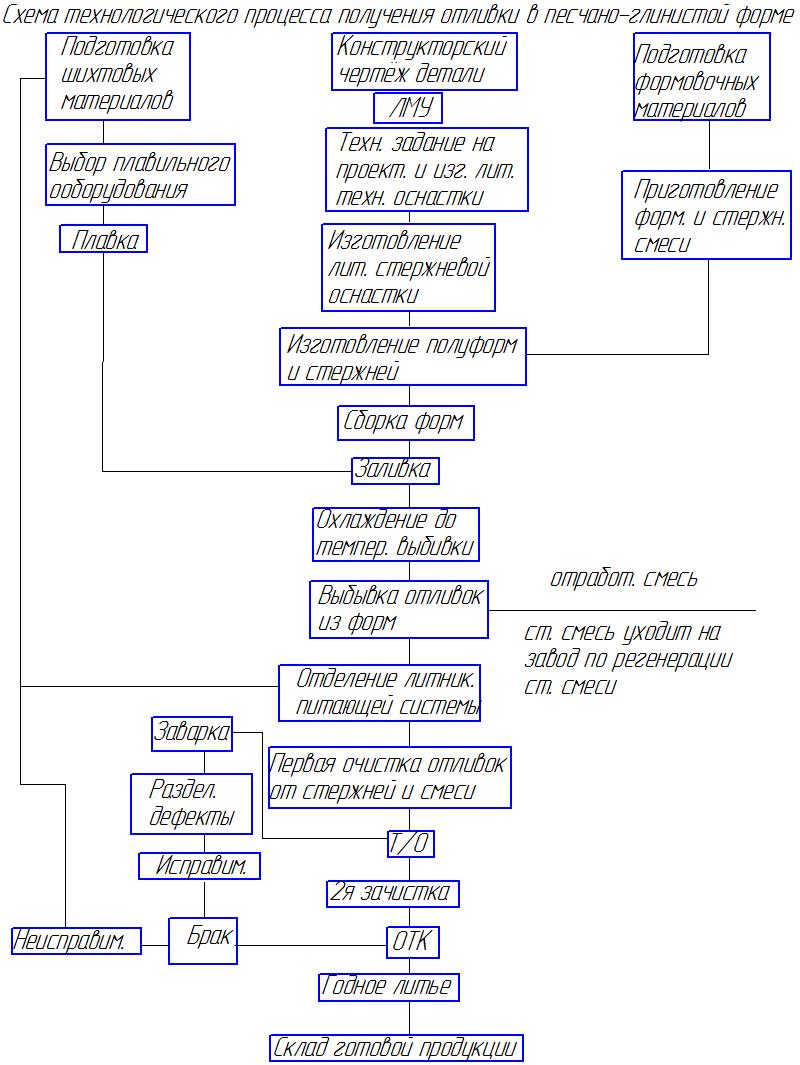
Рис. 1 Схема технологического процесса получения отливки в песчано-глинистой форме
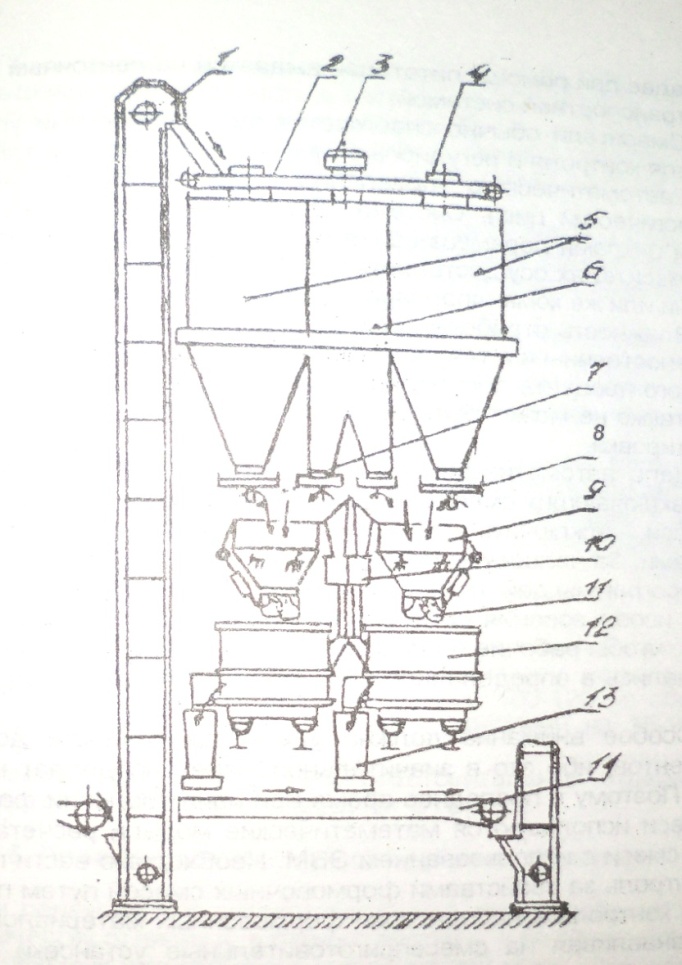
Рис. 2 Схема смесеприготовительной установки.
Установка состоит из смесителей 12, блока бункеров для оборотной смеси 5 и сухого песка 6, дисковых питателей 7 и 8, дозирующих ёмкостей 9, дозаторов воды и суспензии 10. Загрузка бункеров оборотной смесью осуществляется ковшовым элеватором 1, ленточным конвейером 2 и плужковым сбрасывателем 4, а загрузка песком - ленточным конвейером 3. Оборотная смесь и свежий песок при помощи дисковых питателей поступают в дозирующие ёмкости, представляющие бункеры, установленные на тензодатчики и снабженные челюстными затворами 11. Доза песка определяется временем работы дискового питателя, а доза оборотной смеси фиксируется весовой системой, которая подаёт команду на прекращение загрузки и открытие челюстных затворов в ёмкости 9 по достижении заданного веса. Готовая смесь выгружается из смесителей в промежуточные ёмкости 13 и далее при помощи питателей выдаётся на ленточный конвейер 14 транспортной системой. .[7.с135]
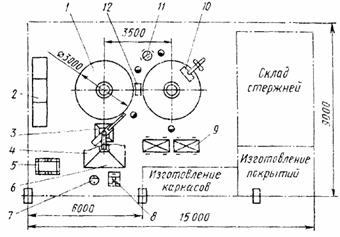
Рис. 3 Участок изготовления стержней из ХТС:
1 - стол поворотный, 2 - стеллаж для ящиков, 3 - смеситель производительностью 1 т/ч, 4 - подогреватель песка,
5 - подставка под бочки со смолой, 6 - бункер песка, 7 - емкость
катализатора отверждения, 8 - емкость со смолой,
9 - передвижная этажерка для стержней, 10 - переносной
инфракрасный излучатель,
11 - емкость для краски, 12 стол-склиз
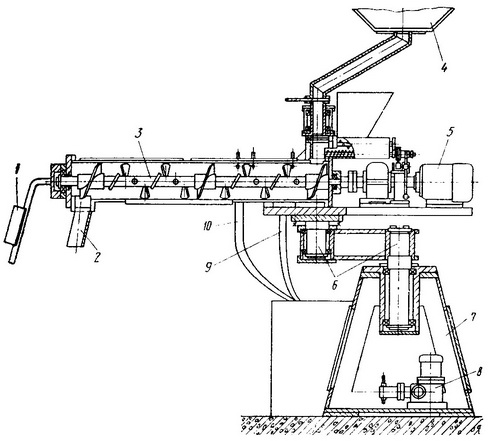
Рис. 4 Полуавтоматическая поворотная установка для приготовления холоднотвердеющих смесей: 1 — рукоятка с пультом управления. 2 — лоток выдачи смеси, 3 — лопастной смеситель. 4 — бункер с песком, 5 — привод, 6 — ось поворота смесителя, 7 — основание, 8 — насосы-дозаторы для перекачки жидких компонентов в смеситель, 9 — шланг для подачи смолы, 10 — шланг для подачи катализатора.[7.с251]

Рис. 5 Автоматизированная формовочная линия среднего и мелкого литья:
1 - сборщик форм; 2 – автомат изготовления верхней (нижней) полуформы; 3 – выбивное устройство; 4 – распаровщик; 5 – литейный конвейер; 6 – рольганг; 7 – установщик форм на конвейер; 8 – кантователь; 9 – перестановщик форм; r - радиус поворота АФЛ.[7.с244]
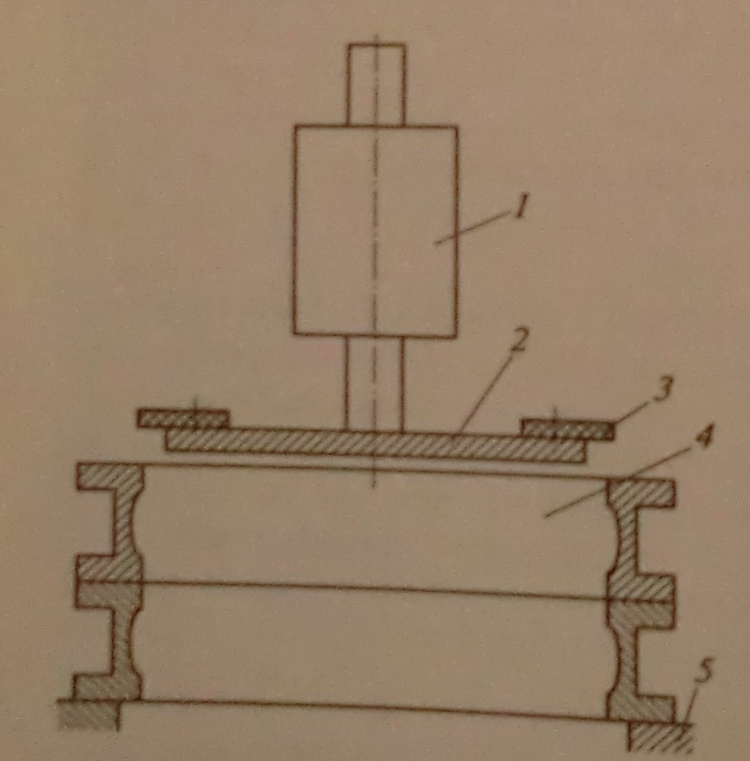
Рис. 6 Прошивное механическое устройство.
1 - цилиндр; 2 - прошивная плита; 3 - резиновая чистящая облицовка; 4 - набивка формы; 5 - рольганг.[7.с284]
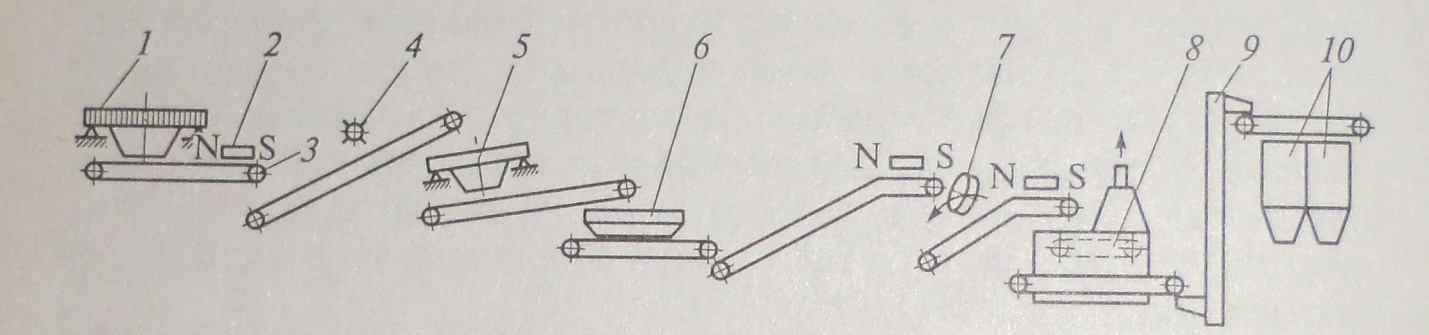
Рис.7 Схема подготовки отработанных песчано-глинистых смесей.
1-выбивная решетка; 2-магнитный сепаратор (N, S - полюсы); 3-ленточный конвейер; 4-дезинтегратор; 5-грохот; 6-бункер; 7-гомогенезатор; 8-испарительно-охладительная установка; 9-элеватор; 10-бункер.
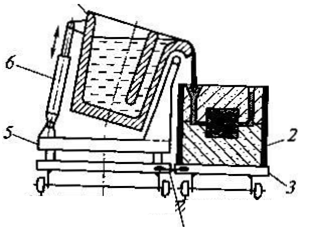
Рис. 8 Схема автоматизированного заливочного устройства: .[7.с274]
1 — сменный ковш; 2 — литейная форма; 3 — тележка литейного конвейера; 4 — сцепка; 5 — тележка со сменными ковшами; 6 — гидропривод; по стрелке — опрокидывание ковша и возврат в исходное положение
Рис. 9 Режим термической обработки