

Тема 2. Организация производственного процесса вовремени и в пространстве
2.1. Понятие производственного процесса
Производственный процесс - это совокупность всех действий людейи средств производства, направленных на изготовление продукции.
Производственный процесс состоит из следующих процессов:
основные
- это технологические процессы, в ходе которых происходятизменения геометрических форм, размеров и физико-химических свойствпродукции;
вспомогательные
- это процессы, которые обеспечивают бесперебойное протеканиеосновных процессов (изготовление и ремонт инструментов и оснастки;
ремонт оборудования; обеспечение всеми видами энергий (электрической,тепловой, пара, воды, сжатого воздуха и т.д.);
обслуживающие
- это процессы, связанные с обслуживанием как основных, так ивспомогательных процессов но в результате которых продукция несоздается (хранение, транспортировка, технический контроль и т.д.).
В условиях автоматизированного, автоматического и гибкогоинтегрированного производств вспомогательные и обслуживающиепроцессы в той или иной степени объединяются сосновными и становятсянеотъемлемой частью процессов производства продукции, что будетрассмотрено более подробно позже.
Технологические процессы, в свою очередь, делятся на фазы. Фаза -комплекс работ, выполнение которых характеризует завершениеопределенной части технологического процесса и связано с переходомпредмета труда из одного качественного состояния в другое.
В машиностроении и приборостроении технологические процессы восновном делятся на три фазы:
- заготовительная;
- обрабатывающая;
- сборочная.
Фазная структура технологических процессов представлена на рис.2.1.
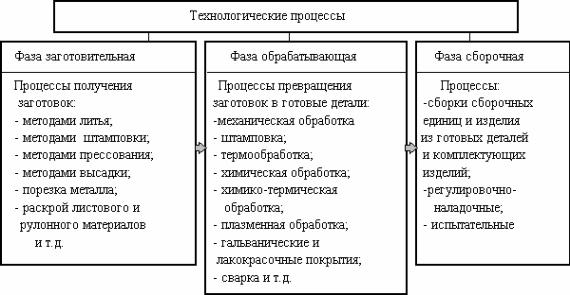
Рис.2.1 Фазная структура технологических процессов
Технологический процесс состоит из последовательно выполняемыхнад данным предметом труда технологических действий - операций.
Операция - часть технологического процесса, выполняемая на одномрабочем месте (станке, стенде, агрегате и т.д.), состоящая из ряда действийнад каждым предметом труда или группой совместно обрабатываемыхпредметов.
Операции, которые не ведут к изменению геометрических форм,размеров, физико-химических свойств предметов труда, относятся кнетехнологическим операциям (транспортные, погрузочно-разгрузочные,контрольные, испытательные, комплектовочные и др.).
Операции различаются также в зависимости от применяемых средствтруда:
- ручные - выполняемые без применения машин, механизмов имеханизированного инструмента;
- машинно-ручные - выполняемые с помощью машин или ручногоинструмента при непрерывном участии рабочего;
- машинные - выполняемые на станках, установках, агрегатах приограниченном участии рабочего (например, установка, закрепление, пуск иостановка станка, раскрепление и снятие детали и т.д.);
- автоматизированные - выполняемые на автоматическомоборудовании или автоматических линиях.
- аппаратурные процессы характеризуются выполнением машинныхи автоматических операций в специальных агрегатах (печах, установках,ваннах и т.д.).
2.2. Структура производства
Сочетание частей производственного процесса в пространствеобеспечивается производственной структурой предприятия.
Под производственной структурой понимаются совокупностьпроизводственных единиц предприятия, входящих в его состав, а такжеформы взаимосвязей между ними.
Характер производственной структуры предприятия зависит отвидов его деятельности, основными из которых являются следующие:научно-исследовательская, производственная, научно-производственная,производственно-техническая, управленческо-хозяйственная.
Приоритет соответствующих видов деятельности определяетструктуру предприятия, долю научных, технических и производственныхподразделений, соотношение численности рабочих и ИТР.
В настоящее время широкое распространение получили различныеформы организации предприятий; существуют малые, средние и крупныепредприятия, производственная структура каждого из них обладаетсоответствующими особенностями.
Производственная структура малого предприятия отличаетсяпростотой. Она, как правило, имеет минимум или не имеет вовсевнутренних структурных производственных подразделений. На малыхпредприятиях незначителен аппарат управления, широко применяетсясовмещение управленческих функций.
Структура средних предприятий предполагает выделение в ихсоставе цехов, а при бесцеховой структуре - участков. Здесь уже создаютсяминимально необходимые для обеспечения функционированияпредприятия собственные вспомогательные и обслуживающиеподразделения, отделы и службы аппарата управления.
Крупные предприятия в обрабатывающей промышленности имеют всвоем составе весь набор производственных, обслуживающих иуправляющих подразделений.
Типовая структура производства приведена на рис. 2.2.
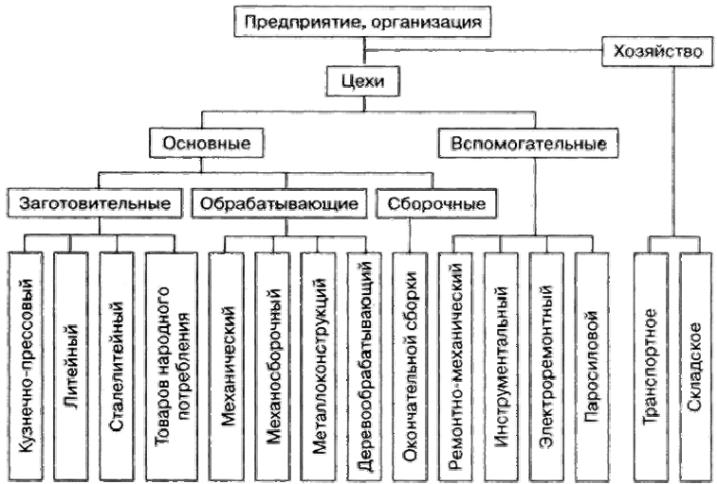
Рис. 2.2. Типовая структура производства
В состав производства входят крупные специализированные цехи:ремонтный, изготовления и ремонта оснастки, транспортно-складскихопераций, уборки помещений и другие. Создание в производствах мощныхинженерных служб и производственных подразделений, каждое изкоторых полностью решает возложенные на них задачи в своей области,позволило на принципиально новой основе создать нормальные условиядля эффективной работы основных производственных цехов.
В основу организации цехов и участков положены принципыконцентрации и специализации. Специализация цехов и производственныхучастков может быть осуществлена по видам работ – технологическаяспециализация или по видам изготовленной продукции – предметнаяспециализация. Примерами производственных подразделенийтехнологической специализации на машиностроительном предприятииявляются литейный, термический или гальванический цехи, токарный ишлифовальный участки в механическом цехе; предметной специализации -цех корпусных деталей, участок валов, цех по изготовлению редукторов идр.
Если в пределах цеха или участка осуществляется законченный циклизготовления изделия или детали, это подразделение называетсяпредметно-замкнутым.
При организации цехов и участков необходимо тщательнопроанализировать преимущества и недостатки всех видов специализации.
При технологической специализации обеспечивается высокая загрузкаоборудования, достигается высокая гибкость производства при освоенииновой продукции и смене объектов производства. В то же времязатрудняется оперативно-производственное планирование, удлиняетсяпроизводственный цикл, снижается ответственность за качествопродукции.
Применение предметной специализации, позволяя концентрироватьвсе работы по производству детали или изделия в рамках одного цеха,участка, повышает ответственность исполнителей за качество продукции ивыполнение заданий. Предметная специализация создает предпосылки дляорганизации поточного и автоматизированного производства,обеспечивает реализацию принципа прямоточности, упрощаетпланирование и учет. Однако здесь не всегда удается достичь полнойзагрузки оборудования, больших затрат требует перестройка производствана выпуск новой продукции.
Значительными экономическими преимуществами обладают ипредметно-замкнутые цехи и участки, организация которых позволяетсократить длительность производственного цикла изготовления изделий врезультате полного или частичного устранения встречных или возрастныхперемещений, упростить систему планирования и оперативногоуправления ходом производства. Практический опыт отечественных изарубежных предприятий позволяет дать следующую группировку правил,которыми следует руководствоваться при решении вопроса о применениипредметного или технологического принципа построения цехов иучастков.
Предметный принцип рекомендуется применять в следующихслучаях: при выпуске одного или двух стандартных изделий, при большомобъеме и высокой степени стабильности выпуска изделий, привозможности хорошего сбалансирования оборудования и рабочей силы,при минимуме контрольных операций и незначительном количествепереналадок; технологический - при выпуске большой номенклатурыизделий, при их относительно невысокой серийности, при невозможностисбалансировать оборудование и рабочую силу, при большом количествеконтрольных операций и значительном количестве переналадок.