

Доводка или притирка
Доводкой или притиркой называют особый метод окончательной обработки наружных и внутренних, цилиндрических и конических, фасонных и плоских поверхностей детали с целью получения точных размеров и высокой чистоты поверхности или герметичности соединений.
Этот метод обработки широко применяют в машиностроении например, доводка шеек коленчатых валов, плунжеров, форсунок и др., а также в инструментальном производстве (доводка калибров - цилиндрических, конических и резьбовых и др.). Чистоту поверхности после притирки можно получить от Δ 10 до Δ 14; точность размеров после притирки 2-й и часто 1-й классы.
Наружные цилиндрические поверхности доводят чугунными, медными, бронзовыми и свинцовыми втулками (притирами), выточенными по размеру обрабатываемой поверхности. С одной стороны втулка разрезана, как показано на рис. 182.
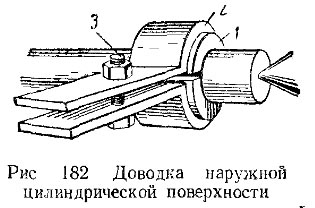

Втулку 1 смазывают изнутри ровным тонким слоем мелкого порошка с зернистостью от 8 и мельче (корундового или зеленого карбида кремния) с маслом и керосином или доводочной пастой ГОИ. Затем втулку вставляют в металлическую скобы 2 и надевают на деталь. Слегка подтягивая скобу болтом 3, равномерно водят притир вдоль вращающейся детали. При доводке полезно смазывать деталь жидким машинным маслом или керосином.
Припус на доводку оставляют 15-20 мк на диаметр. Скорость вращения детали при доводке 10-20 м/мин. Чем выше требования к обработанной поверхности, тем ниже должна быть скорость.
Отверстия доводят чугунными или медными притирами, имеющими с одной стороны прорезь. Втулку устанавливают на точный размер при помощи пологой конической оправки, на которую ее насаживают. На рис. 183 показана втулка 1, насаженная на коническую оправку 2, закрепленную в самоцентрирующем патроне. Для доводки деталь надевают на втулку. Во время доводки оправка с втулкой вращается, при этом детали сообщают медленное прямолинейно-возвратно движение по втулке.

Отверстия, подобно доводке наружных поверхностей, доводят мелким порошком (корундовым или зеленого карбида кремния), смешанным с маслом и керосином. Лучшие результаты по качеству поверхности и производительности дают пасты ГОИ. Они оказывают на металл не только механическое, но и химическое действие; последнее состоит в том, что благодаря пасте на поверхности детали образуется тончайшая пленка окислов, которая в процесса доводки легко снимается.
Обкатывание поверхности роликом
Поверхностный слой детали для упрочнения после чистового обтачивания резцом обкатывают роликом. Гладкий стальной закаленный ролик 1 и полированной поверхностью (рис. 184) устанавливают в державке 2, которую закрепляют в резцовую головку станка. Обкатываемой детали сообщают вращательное движение со скоростью 25-30 м/мин, а державке с роликом - движение продольной подачи, вправо и влево. Величина подачи 0,5-1.5 мм/об, в зависимости от требуемой чистоты поверхности. Обкатывание роликом ведут с небольшим нажимом на обкатываемую поверхность детали; число проходов ролика берется 3-5.

Обкатывание роликом вызывает пластическое деформирование неровностей (гребешков), которые при этом сглаживаются, в результате чего обеспечивается высокий класс чистоты (Δ 8 - Δ 10) и упрочнение обкатанной поверхности.
Для уменьшения износа ролика применяю обильную смазку поверхностей ролика и детали веретенным или машинным маслом, смешанным в равных количествах с керосином.
Для обкатывания поверхности роликом не требуется специального припуска, так как при этом геометрическая форма детали и ее размеры не изменяются.
Следует иметь в виду, что обкатывание роликом не может применяться для исправления неточностей механической обработки.