

Определение математической модели оу и управляющего устройства основного контура.
 Структурную
схему составим на основании функциональной
схемы, используя данные курсовой работы
по САУ
Структурную
схему составим на основании функциональной
схемы, используя данные курсовой работы
по САУ
Преобразователь энергии. С точки зрения динамики процесса ПЭ представляет собой апериодическое звено второго порядка с постоянными времени Т1 и Т2. Его передаточная функция имеет вид:
Wпэ(p)=![]() ,
,
значения постоянных времени даны в таблицах, коэффициент Кпэ=Uc/10 В, Кпэ=44. Тогда
Wпэ(p)=![]() .
.
ПУявляется линейным звеном. С точки зрения динамики является апериодическим звеном первого порядкаWпу(р)=Кпу/(Тпу*р+1), с постоянной времени Тпу=0, тогдаWпу(р)=Vном/nном,
Wпу(р)=30/1000=0.03
Датчик обратной связи, Wду(р)=Кду/(Тду*р+1),где Тду=0 тогдаWду(р)=5 В/Θ=5/720
Wду(р)=0.00694 В/0С
Процесс резанияописывается уравнением:
![]()
Зависимость
температуры от скорости имеет вид при
![]() ,
,
т.е. Θ=267*0.11^0.132*0.65^0.098*V^0.384=191.26*V^0.384:
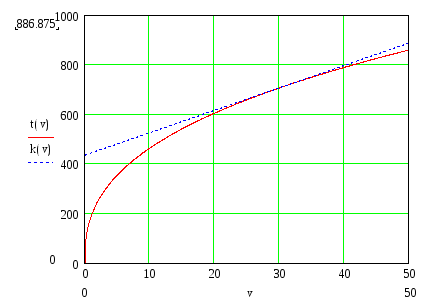
Kпр=dΘ/dVприV=30 м/мин, тогда Кпр=9.0380С/м/мин
 Линеаризовав
эту зависимость, получим: Θ=435+9.038*V,
берёмW(р)=9.038.
Линеаризовав
эту зависимость, получим: Θ=435+9.038*V,
берёмW(р)=9.038.
Тогда процесс резания можно представить в виде следующей схемы

Где К - тангенс угла наклона касательной в рабочей точке, К=9.038.
Θо - отклонение касательной от начала координат, Θо=4350С. К1-коэффициент передачи при действии возмущений.
Двигатель. Используя систему уравнений двигателя:
U =E+I*R+L*dI/dt;
=E+I*R+L*dI/dt;
E=Ce*Ф*W;
M=Mc+J*dW/dt;
M=Cm*Ф*I,
его структурную схему можно представить следующим образом:

Двигатель 2ПН180LYХЛ4, мощность 10 кВт, напряжение 440 В,
Rя=0.585 Ом,Rдп=0.482 Ом,Rв=64/17 Ом,Lя=20 мГн,Jном=0.23 кг*м^2.
nном=1000 об/мин, КПД=83.5 %,
1/Rя=1.7094 Тэ=Lя/Rя=0.0342
Сe=(Uн-Iян*Rя)/ωн Сm=J*ωн/Iя, где ωн=104,7 рад/с, Uн=440 В, J=0.23*3, Iян=Pн/(ή*Uя)=27.22
Се*Φ=4.05 См*Ф=0.096
Усилитель УС. Для обеспечения требуемых свойств САР его ткоэффициент принимаем Wус(р)=9.1, т.к. Δз=Δр/(1+Крс), где Δз=1.4%, Δр=8%, тогда Крс=4.71=Кус*Кпэ*Кд*Кпу*Кпр*Кду=0.518*Кус, откуда Кус=9.1.
Переходный процесс в нескорректированной САР:

Корректирующее устройство. Для обеспечения требуемых свойств, применим корректирующее устройство следующего вида:
 ,
,
 Переходный
процесс примет вид:
Переходный
процесс примет вид:

Тогда структурная схема САР будет выглядеть следующим образом:

Основной контур системы:

Обоснование необходимости адаптивного управления
 Данная
схема обеспечивает лишь устойчивость
системы при отсутствии параметрических
возмущений или при их весьма маленьком
воздействии. На практике с течением
времени могут меняться параметры объекта
управления. Данная система не может
обеспечить требуемое качество переходного
процесса при значительных возмущениях,
поэтому необходимо синтезировать
систему управления, способную
компенсировать действие параметрических
возмущений.
Данная
схема обеспечивает лишь устойчивость
системы при отсутствии параметрических
возмущений или при их весьма маленьком
воздействии. На практике с течением
времени могут меняться параметры объекта
управления. Данная система не может
обеспечить требуемое качество переходного
процесса при значительных возмущениях,
поэтому необходимо синтезировать
систему управления, способную
компенсировать действие параметрических
возмущений.
Обеспечение высокой точности изготовления деталей современных машин при использовании обычных методов лезвийной обработки сопряжено с большими материальными затратами, высокой трудоёмкостью и связано с понижением производительности обработки. Традиционные методы решения этой задачи, такие как увеличение точности и жёсткости станков, в настоящее время уже исчерпали себя. Эту проблему можно решить путём применения станков с программным управлением, системами адаптивного управления движениями резания. Адаптивное резание - это способ механической обработки, обеспечивающий оптимизацию процесса за счёт изменения условий обработки, прежде всего режимов резания в зависимости от конкретных условий. АдСУ перерабатывают непрерывно поступающую информацию о величине принятого для регулирования критерия, например силы, температуры, интенсивности вибраций.
Коэффициент передачи процесса резания за один проход может изменяться более чем в 100 раз. Кроме рассмотренных факторов на изменение системы могут оказывать влияние и другие факторы: изменение условий среды, в которой происходит обработка (изменение свойств СОЖ), изменение физико-химических свойств обрабатываемого и инструментального материала. При таких вариациях коэффициента передачи процесса резания обычные САУ с постоянными параметрами корректирующих и управляющих элементов не смогут обеспечить требуемые условия точности в изменяющихся условиях процесса резания.
Например, при изменении коэффициента передачи процесса резания в 10 раз переходный процесс обычной САУ будет выглядеть так, как показано на рисунке. Видно, что система не может справиться с такими возмущениями.

 Для
обеспечения требуемых свойств системы
необходимо синтезировать структуру
АдСУ, инвариантную к изменению коэффициента
передачи объекта управления.
Для
обеспечения требуемых свойств системы
необходимо синтезировать структуру
АдСУ, инвариантную к изменению коэффициента
передачи объекта управления.