

9. Усадка. Периоды усадки. Линейная, литейная, объемная усадка. Усадочные раковины. Усадочная пористость.
Усадкой называется сокращение линейных размеров и объёма материалов вследствие влаги, уплотнения, затвердевания и других процессов.
Применительно к отливкам усадкой принято называть процесс уменьшения линейных размеров и объёма при охлаждении, начиная с некоторой температуры жидкого металла в литейной форме до температуры окружающей среды.
Усадка относится к числу важнейших литейных свойств, так как с ней связаны основные технологические трудности в производстве фасонных отливок.
Следует различать три основных периода усадки:
1) в жидком состоянии до наступления температуры кристаллизации;
2) при затвердевании в процессе кристаллизации (в температурном интервале ликвидус - солидус);
3) в твёрдом состоянии.
Принято также различать линейную
![]() и объёмную
и объёмную
![]() усадку. Обычно линейную и объёмную
усадки выражают не в абсолютных значениях,
а в относительных процентах:
усадку. Обычно линейную и объёмную
усадки выражают не в абсолютных значениях,
а в относительных процентах:
![]() ;
;
![]() ,
,
где
lф – соответствующий линейный размер литейной формы;
l0 – размер отливки после затвердевания по тому же направлению при обычной температуре;
Vф – объем формы;
V0 – объем отливки при обычной температуре.
Линейная усадка.
В процессе охлаждения жидкого металла или сплава в литейной форме образуется корка (при последовательном затвердевании) или скелет из кристаллов (при объёмном затвердевании). По мере отдачи тепла в окружающую среду температура затвердевшей корки или скелета кристаллов понижается и в результате этого происходит сокращение линейных размеров отливки.
В некоторых металлах и сплавах при определённых условиях могут иметь место фазовые превращения (например, у чугуна – графитизация), выделение газов (например, у стали и других сплавов вследствие резкого уменьшения растворимости выделяется водород) и другие явления, которые сопровождаются ростом объема и увеличения линейных размеров отливки. Такое увеличение размеров называют предусадочным расширением.
Величина линейной усадки (или расширение) определяется изменением температуры, коэффициентом линейного расширения и коэффициентом, характеризующим изменение объёма твёрдой корки в процессе фазового перехода (если он происходит).
С увеличением интенсивности теплообмена линейная усадка отливки заметно возрастает.
Интенсивность охлаждения отливки определяется геометрическими и термофизическими свойствами литейной формы. Наибольшая интенсивность имеет место при использовании тонкостенных металлических водоохлаждаемых форм (в условиях кипения воды), затем следуют обычные металлические формы, покрытые краской, сырые песчаные и сухие песчаные формы.
Обычно усадка сопровождается образованием зазора между отливкой и стенками литейной формы. Такой зазор, заполненный горячим газом, может сильно снизить интенсивность теплообмена.
Таким образом, с увеличением начальной интенсивности теплообмена скорость падения интенсивности теплообмена в процессе усадки возрастает.
Установлено (А.А. Бочвар, Ю.А. Нехендзи), что линейная усадка начинается не с момента полного затвердевания отливки, а несколько раньше, когда образуется достаточно прочный скелет из соприкасающихся дендритов, способный противостоять давлению жидкого металла.
Следовательно, температура начала линейной усадки находится между температурами ликвидуса и солидуса.
Только для чистых металлов начало линейной усадки совпадает с критической температурой.
Применительно к сплавам, затвердевающим в интервале температур, установлено, что усадка начинается тогда, когда процесс первичной кристаллизации прошел примерно на 75 – 95%, т. е. когда количество оставшейся жидкой фазы составляет 25 – 5%.
Литейная усадка.
Литейной усадкой называют разницу между
линейными размерами модели
![]() и отливки
и отливки
![]() :
:
![]()
Литейная усадка отличается от линейной, так как она зависит не только от свойств и состояния металла или сплава, но и от конструкции отливки, конструкции формы и некоторых других факторов.
Полная объёмная усадка.
Полная объёмная усадка
![]() любого металла или сплава при формировании
отливки из расплава, залитого в литейную
форму, складывается из усадки металла
в жидком состоянии
любого металла или сплава при формировании
отливки из расплава, залитого в литейную
форму, складывается из усадки металла
в жидком состоянии
![]() ,
усадки при затвердевании
,
усадки при затвердевании
![]() ,
когда происходит понижение температуры
от ликвидуса до солидуса, и усадки в
твёрдом состоянии
,
когда происходит понижение температуры
от ликвидуса до солидуса, и усадки в
твёрдом состоянии
![]() :
:
![]()
Усадку при затвердевании для стали принимают равной 2,7–3,0% от объёма при нормальной температуре. В тоже время считают, что при затвердевании серого чугуна усадка не происходит.
Усадка при затвердевании и полная усадка стали зависят от содержания углерода. С повышением содержания углерода они увеличиваются.
Усадочные раковины.
Усадочная раковина – это полость в металлическом слитке, фасонной отливке или прибыли образующаяся при их затвердевании в результате некомпенсируемой объемной усадки.
Большинство металлов и сплавов характеризуются в жидком состоянии большим удельным объёмом, чем в твёрдом. Если бы во время формирования отливки в литейной форме уменьшение удельного объема происходило во всех частях отливки одновременно, то следствием усадки было бы только уменьшение размеров отливки на величину, зависящую от разницы удельных объемов в жидком и твердом состояниях.
В реальных условиях затвердевание некоторых частей отливки в форме происходит неравномерно. Теплоотдача в окружающую среду будет различной в зависимости от сечения отливок, времени с момента начала кристаллизации и ряда других факторов. Когда наружные слои отливки затвердевают и изменяют удельный объем и размеры, внутренние части могут быть еще в жидком состоянии. В этой части отливки, если она изолирована от источника пополнения ее до полного затвердевания, в жидком металле образуется усадочная раковина.
В том случае, когда в отливке в результате усадки образуются местные наружные уменьшения объема с образованием впадин и вмятин снаружи (главным образом в верхней части), имеют дело с внешними сосредоточенными (концентрированными) усадочными раковинами (рис.41).

Рис. 41.
Если усадочная раковина расположена внутри отливки и сосредоточена преимущественно в одном месте, ее называют внутренней сосредоточенной усадочной раковиной (рис.42).
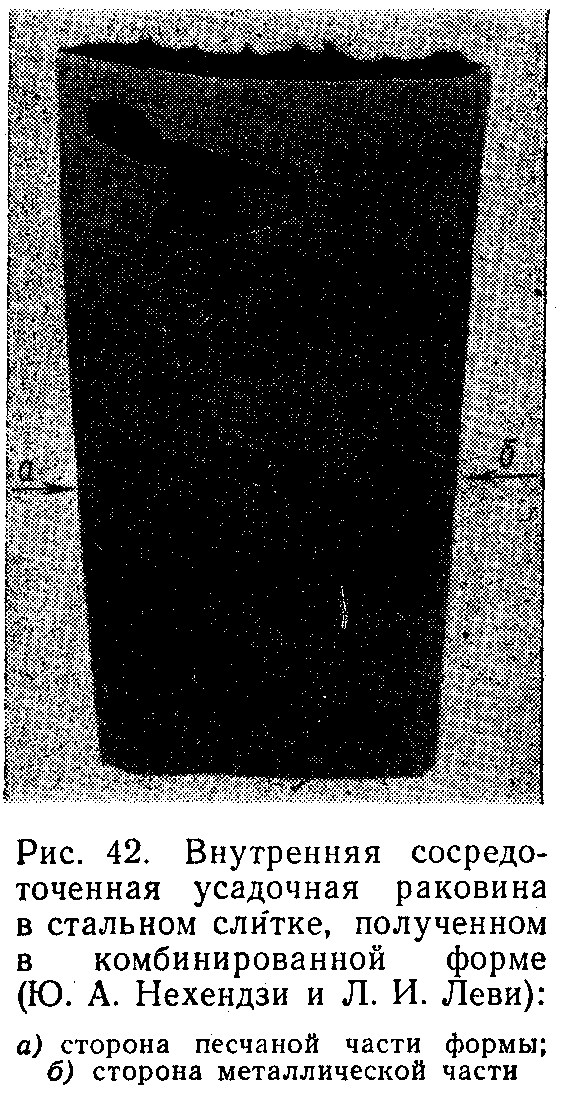
Рис. 42.
Величина усадки определяется:
1) размер усадочной раковины зависит от
коэффициента усадки металла или сплава
в жидком состоянии![]() ,
который может изменяться в зависимости
от природы и химического состава сплава;
,
который может изменяться в зависимости
от природы и химического состава сплава;
2) чем выше температура жидкого металла или сплава к началу затвердевания отливки (моменту образования поверхностной корки), тем больше размер образующейся усадочной раковины. Эта температура в свою очередь зависит он ряда факторов (теплопроводности самого сплава, температуры заливки, весовой скорости заполнения формы, интенсивности теплоотвода);
3) величина усадки при затвердевании
![]() зависит
только от природы и состава сплава и не
поддается никакому внешнему технологическому
воздействию;
зависит
только от природы и состава сплава и не
поддается никакому внешнему технологическому
воздействию;
4) чем интенсивнее охлаждение отливки в твердом состоянии, тем меньшей будет средняя температура затвердевшего металла или сплава к моменту затвердевания последнего объема жидкости и, как следствие, объем усадочной раковины уменьшается.
Усадочная пористость. Усадочной пористостью называют скопления мелких пустот неправильной формы, образующихся в результате объемной усадки в условиях отсутствия доступа к ним жидкого металла.
Усадочные поры формируются в междендритных пространствах, в момент, когда объемная усадка ещё продолжается, а доступ жидкого металла к образующимся в результате усадки пустотам прекращается.