

Особенности нагрева заготовок и нагревательные устройства
В результате нагрева должна быть обеспечена температура заготовки, необходимая для штамповки, при этом отход металла на окалину и обезуглероживание поверхностного слоя заготовки должны быть минимальны. Поэтому нагрев следует вести с определенной скоростью, обеспечиваемой соответствующим временем нагрева, а процесс штамповки осуществлять при определенном температурном интервале.
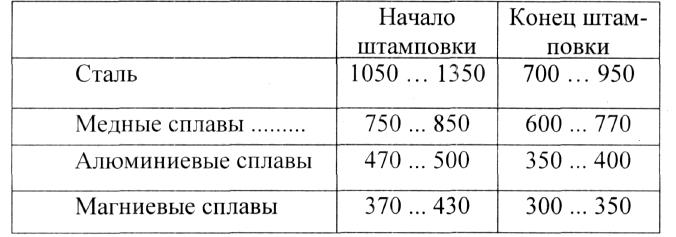
Ниже приведены рекомендуемые температурные интервалы (в °С) начала и конца штамповки стали и некоторых цветных сплавов.
При нагреве стальных слитков и заготовок под ковку и штамповку должны быть обеспечены:
требуемая температура;
равномерное распределение температуры по поверхности и по сечению;
минимальное окисление и обезуглероживание поверхности;
сохранение целостности нагреваемого материала, т. е. отсутствие микро- и макротрещин.
До ковочной температуры заготовки нагревают в пламенных печах, электропечах, установках контактного электронагрева или индукционных нагревателях.
Пламенные печи широко используют в кузнечно-штамповочном производстве. По способу загрузки их разделяют на печи с периодической и непрерывной загрузкой. Печи с непрерывной загрузкой обеспечивают определенный режим производства, более высокую производительность и лучшее использование топлива (более высокий КПД). При мелкосерийном и единичном производстве (крупные поковки) применяют камерные печи с периодической загрузкой. В крупносерийном и массовом производстве, когда за определенным агрегатом (молотом, прессом, ковочной машиной) закреплено небольшое количество однотипных заготовок, широко используют автоматизированные печи с непрерывной загрузкой.
По технологическому назначению пламенные печи, используемые в кузнечно-штамповочном производстве, можно также разделить на печи для нагрева под ковку и первичную термообработку и на печи для нагрева под объемную штамповку.