

Метод горячей штамповки
Широкое применение горячей штамповки в вагоностроении обусловливается ее преимуществами перед свободной ковкой, а именно:
более высокой производительностью;
возможностью получения поковок сложной конфигурации с минимальными припусками на механическую обработку;
меньшим расходом металла на изготовление детали.
В зависимости от вида исходной заготовки (сортовой или листовой прокат), конструкции и формы штампуемой поковки штамповка может быть объемной и листовой.
Штамповку осуществляют в штампах, прикрепленных к рабочим органам кузнечно-прессового оборудования или подкладных. Штамповка в закрепленных штампах применяется на штамповочных прессах в серийном и массовом производстве. Штамповку в подкладных штампах используют в основном на ковочных молотах в мелкосерийном производстве.
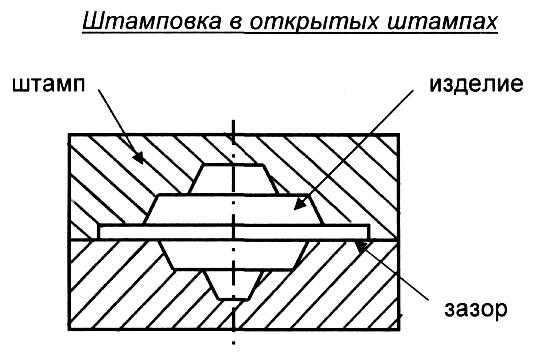
В зависимости от типа штампа объемная штамповка подразумевается на штамповку в открытых штампах
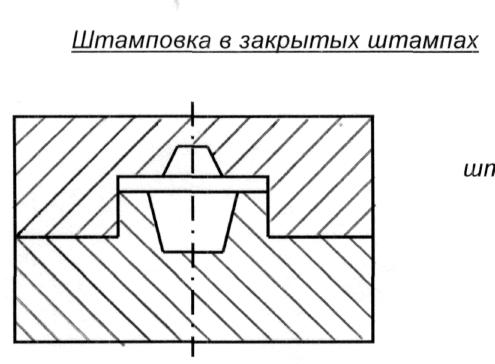
и штамповку в закрытых штампах.
Штамповка в открытых штампах наиболее распространена и характеризуется тем, что по линии разъема штампа делают заусенечные канавки для выхода излишков металла, в результате чего на штампуемой заготовке образуется заусенец (облой). Наличие заусенечной канавки и образование заусенца в ней упрощают изготовление исходной заготовки, так как при этом требования к точности ее объема снижаются. После штамповки заусенец удаляют на обрезном штампе, и поковка приобретает заданную форму.
Штамповка в закрытых штампах характерна тем, что в них выполняют так называемую безоблойную поковку, в результате чего снижаются потери металла и трудоемкость изготовления поковки.
Классификация операций ковки и штамповки
Основные технологические операции горячей штамповки разделяют на:
заготовительные;
подготовительные;
штамповочные;
отделочные;
контрольные.
К заготовительным операциям относятся:
зачистка и правка исходного материала;
разделка исходного материала на заготовки.
На поверхности исходного материала бывают местные дефекты (плены, трещины и т. п.). а сам прокат может быть изогнутым. Поэтому перед разделкой местные дефекты удаляют, а изогнутый прокат правят. Для правки проката применяют кривошипные или гидравлические прессы. При разделке исходного материала на мерные заготовки под штамповку используют резку на пресс-ножницах и кривошипных прессах; резку пилами и абразивными кругами; газовую резку и др.
К подготовительным операциям относятся:
нагрев заготовок (см. пункт «особенности нагрева и нагревательные устройства»);
формоизменение исходной заготовки.
В зависимости от положения заготовки в процессе ее штамповки и от формы штампуемой поковки в ручьях основного штампа применяют различные подготовительные операции.
При штамповке поковок типа тел вращения наиболее распространенными подготовительными операциями являются: осадка, протяжка и гибка.
Осадкой называют формоизменяющую операцию, в процессе которой производится уменьшение высоты заготовки при увеличении площади ее поперечного сечения. Осадку применяют, когда необходимо:
получить поковку или участок ее с поперечном сечением большим, сечение заготовки или слитка;
увеличить уковку;
уменьшить анизотропию механических свойств и улучшить эти свойства в осевом и поперечных направлениях поковки;
более равномерно распределить и измельчить карбиды в сталях карбидного класса;
выровнять торцевые поверхности заготовки и увеличить поперечное сечение перед прошивкой.
Разновидностями осадки являются:
осадка заготовок или слитков без хвостовика для получения поковок типа дисков или под последующую прошивку;
осадка заготовок или слитков с хвостовиком для получения поковок с местным утолщением или как предварительная операция перед последующей вытяжкой.
Протяжкой называют формоизменяющую операцию, в процессе которой производится удлинение заготовки или ее части за счет уменьшения площади поперечного сечения. Протяжка способствует устранению внутренних дефектов (пустот) и улучшает механические свойства металла в осевом направлении заготовки. Разновидностями протяжки являются:
Протяжка с оправкой - получают полые заготовки типа цилиндров, толстостенных труб и т.д.
Раскатка на оправке - получают относительно короткие тонкостенные поковки типа колец, обечаек, бандажей и т.д. При раскатке на оправке увеличиваются внутренний и наружный диаметры заготовки, а так же незначительно высота за счет уменьшения толщины стенки исходной заготовки.
Передача - это смещение одной части заготовки относительно другой при сохранении параллельности осей или плоскостей частей заготовки.
Прошивка - это получение полостей в заготовке за счет вытеснения материала.
Скручивание - это формоизменяющая операция, при которой производят поворот части заготовки вокруг продольной оси. Скручивание применяют при при ковке многоколенных коленчатых валов, крупных сверл, бурильных инструментов и т.д.
Отрубка, разрубка. Отрубкой называют полное отделение части заготовки по незамкнутому контуру путем внедрения в заготовку деформирующего инструмента.
Разделение заготовки на части по незамкнутому контуру называют разрубкой.
Гибка - образование или изменение углов между частями заготовки или придание ей криволинейной формы.
Правка - устранение искажений формы заготовок путем пластического деформирования.
Гибка — образование или изменение углов между частями заготовки или придание ей криволинейной формы.
К отделочным операциям штампованных поковок относятся:
обрезка заусенца;
прошивка отверстий;
термообработка;
очистка от окалины;
правка;
калибровка;
контроль поковок.
Обрезка заусенца и прошивка отверстий подразделяются на горячую и холодную. Крупные и средние по массе поковки обрезают после их штамповки с использованием нагрева под штамповку. Мелкие поковки обрезают в холодном состоянии. Обрезку производят на прессах с применением раздельных или объединенных штампов для обрезки заусенца и пробивки отверстий.
Операции термической обработки, применяемые для стальных поковок — отжиг и нормализация. Поковки из алюминиевых сплавов подвергаются закалке с последующим естественным (до 5 суток) или искусственным старением; поковки из магниевых сплавов -отжигу, закалке или искусственному старению.
Очистку от окалины производят после обрезки заусенца, прошивки отверстий и термической обработки поковки. Существуют три основных способа очистки: дробеметный, травление в кислотах и галтовка в барабанах.
В результате обрезки заусенца, прошивки отверстий, термообработки и других факторов форма поковки может исказиться. Для придания поковке заданной формы ее подвергают правке в правочном штампе или окончательном ручье основного штампа. В зависимости от материала и массы поковки правку производят в горячем или холодном состоянии.
Калибровку отштампованных поковок применяют в целях повышения точности их размеров. При калибровке улучшаются также качество поверхности и точность поковок по массе. В отдельных случаях калибровка может заменить последующую обработку заготовки резанием.
Холодная калибровка (чеканка) обеспечивает максимальную точность размеров и качество поверхности поковки. При горячей калибровке точность заготовки несколько ниже, ее применяют в основном для поковок больших размеров.
Качество штампованных поковок определяется:
точностью их геометрических форм и размеров;
механическими свойствами материала;
отсутствием поверхностных и внутренних дефектов.