

Производство кованных и штампованных деталей вагонов
Детали, полученные свободной ковкой на молотах, имеют большие припуски (10-12 мм на сторону), упрощенную конфигурацию и выполняются без образования контуров основных элементов, что увеличивает кузнечные напуски. Наличие больших припусков и напусков обуславливает низкий коэффициент металла и повышает затраты на механическую обработку. Поэтому применение свободной ковки для изготовления деталей допустимо только в единичном и мелкосерийном производстве.
Основное оборудование для горячей штамповки
По конструкции, размерам и принципу действия кузнечно-прессовое оборудование, применяемое для горячей штамповки поковок, делят на пять основных групп:
молоты;
гидравлические прессы;
механические прессы;
горизонтально-ковочные машины (ГКМ);
специализированные машины.
Молоты в зависимости от энергоносителя главного привода бывают:
паровоздушные;
пневматические;
механические.
По характеру выполняемой операции молоты подразделяют на ковочные и штамповочные. На штамповочных паровоздушных молотах двойного действия штампуют поковки преимущественно в многоручьевых штампах.
Энергия удара падающих частей молота тем выше, чем больше их масса и скорость в момент удара. Широко применяемые молоты имеют массу падающих частей (0,5 ... 125) т, а скорость их в момент удара достигает 3 ... 8 м/с.
Гидравлический пресс представляет собой кузнечную машину, воздействие которой на штампуемую заготовку практически статическое. Главным параметром гидравлического пресса является номинальное усилие пресса, обеспечиваемое давлением жидкости в рабочих цилиндрах. Номинальные усилия широко применяемых гидравлических прессов колеблются в пределах (1 ... 100) МН, но имеются прессы с усилием (150 ... 700) МН.
Механический пресс имеет кривошипно-шатунный, рычажныйз реечный или фрикционно-винтовой привод. Наиболее распространенными прессами этой группы являются кривошипные горячештамповочные прессы (КГШП). Они предназначаются для горячей штамповки относительно точных поковок, а также могут быть использованы для горячей и холодной калибровки поковок.
Горячештамповочные прессы являются весьма прогрессивными и успешно заменяют штамповочные молоты. Производительность механического пресса и качество поковок, получаемых на нем, значительно выше, чем при штамповке на молоте. Выпускаемые в настоящее время механические прессы имеют номинальное усилие прессования (0,4 ... 80) МН.
Горизонтально-ковочная машина (ГКМ) представляет собой горизонтальный механический пресс, в котором кроме главного деформирующего ползуна есть зажимной ползун для зажима недеформируемой части исходной заготовки (прутка) в процессе штамповки. Наличие разъемных матриц на ГКМ позволяет штамповать поковки сложной конфигурации, без штамповочных уклонов, заусенцев, с глухими или сквозными отверстиями и получать при этом более высокую точность, чем например, точность поковок, получаемых при штамповке на молотах.
Специализированные машины, применяемые для горячей штамповки, включают: горизонтально-гибочные машины (ГКМ), так называемые бульдозеры; ротационно-ковочные и радиально-ковочные машины; ковочные вальцы; электровысадочные машины; установки для штамповки взрывом и др.
Н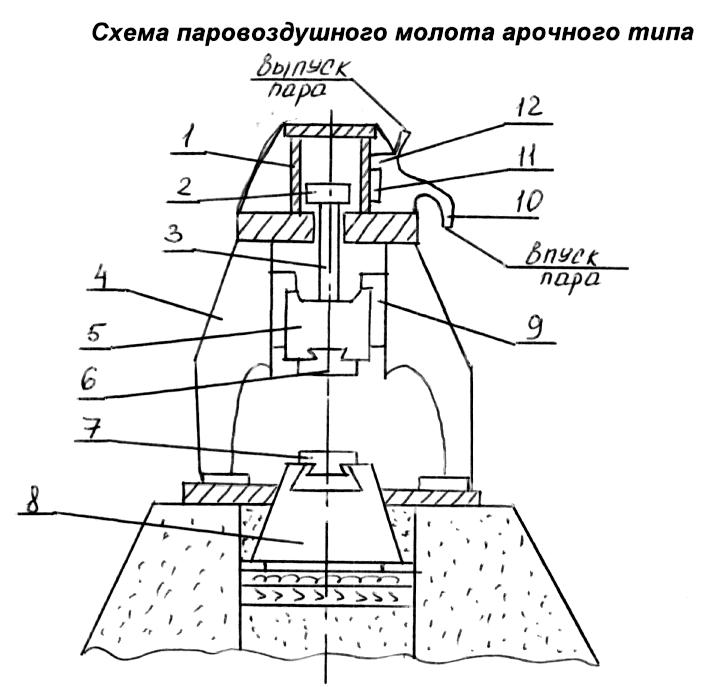 а
станине 4 молота смонтирован рабочий
цилиндр 1 с парораспределительным
устройством 11. При нажатии педали или
рукоятки управления сжатый пар (воздух)
по каналу 12 поступает в верхнюю полость
цилиндра 1 и давит на поршень 2, соединенный
со штоком 3, бабой 5, к которой прикрепляется
верхний боек 6. В результате падающие
части 2, 3, 5, 6 перемещаются вниз и наносят
удары по заготовке, уложенной на нижний
боек 7. Нижний боек 7 закреплен неподвижно
на мощной шаботе 8. При подаче сжатого
воздуха по каналу 10 падающие части
перемещаются вверх. Перемещение бабы
5 осуществляется по направляющим 9.
Станина 4 и шабота 8 размещены на разных
фундаментах с целью доступа к бойкам
со всех сторон.
а
станине 4 молота смонтирован рабочий
цилиндр 1 с парораспределительным
устройством 11. При нажатии педали или
рукоятки управления сжатый пар (воздух)
по каналу 12 поступает в верхнюю полость
цилиндра 1 и давит на поршень 2, соединенный
со штоком 3, бабой 5, к которой прикрепляется
верхний боек 6. В результате падающие
части 2, 3, 5, 6 перемещаются вниз и наносят
удары по заготовке, уложенной на нижний
боек 7. Нижний боек 7 закреплен неподвижно
на мощной шаботе 8. При подаче сжатого
воздуха по каналу 10 падающие части
перемещаются вверх. Перемещение бабы
5 осуществляется по направляющим 9.
Станина 4 и шабота 8 размещены на разных
фундаментах с целью доступа к бойкам
со всех сторон.
К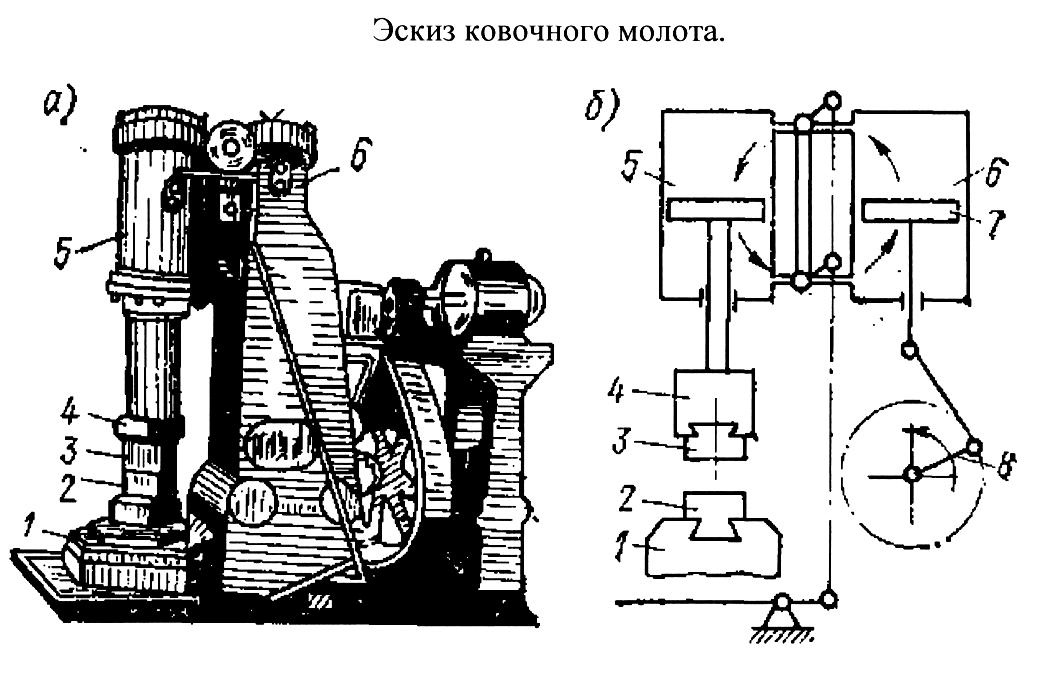 инематическая
схема ковки пневматическим ковочным
молотом с двумя цилиндрами: рабочим 5 и
компрессорным 6. Поршень 7 компрессорного
цилиндра, приводимый в движение
кривошипно-шатунным механизмом 8 от
индивидуального электродвигателя,
сжимает то снизу, то сверху находящийся
в цилиндре воздух. Сжатый воздух из
компрессорного цилиндра поступает в
рабочий цилиндр, где попеременно то
сверху, то снизу давит на рабочий поршень,
выполненный заодно со штоком и бабой,
несущей боек. С помощью управляющего
устройства молота можно получить любое
количество ударов, автоматически
производить единичные удары с разной
силой, верхним бойком прижимать заготовку
к нижнему бойку, держать падающие части
на весу.
инематическая
схема ковки пневматическим ковочным
молотом с двумя цилиндрами: рабочим 5 и
компрессорным 6. Поршень 7 компрессорного
цилиндра, приводимый в движение
кривошипно-шатунным механизмом 8 от
индивидуального электродвигателя,
сжимает то снизу, то сверху находящийся
в цилиндре воздух. Сжатый воздух из
компрессорного цилиндра поступает в
рабочий цилиндр, где попеременно то
сверху, то снизу давит на рабочий поршень,
выполненный заодно со штоком и бабой,
несущей боек. С помощью управляющего
устройства молота можно получить любое
количество ударов, автоматически
производить единичные удары с разной
силой, верхним бойком прижимать заготовку
к нижнему бойку, держать падающие части
на весу.