

Сила резания
Обрабатываемый материал |
Значение
,
кН, при
|
||||||||||||
Вид |
Твер-дость, НВ |
0,06 |
0,08 |
0,1 |
0,12 |
0,16 |
0,2 |
0,3 |
0,4 |
0,5 |
0,6 |
0,8 |
1,0 |
Конструк-ционные стали |
До 200 |
0,22 |
0,26 |
0,30 |
0,36 |
0,44 |
0,53 |
0,7 |
0,88 |
1,05 |
1,25 |
1,50 |
1,75 |
230 |
0,23 |
0,27 |
0,32 |
0,38 |
0,46 |
0,56 |
0,74 |
0,92 |
1,1 |
1,3 |
1,55 |
1,85 |
|
270 |
0,24 |
0,28 |
0,33 |
0,40 |
0,48 |
0,59 |
0,78 |
0,87 |
1,15 |
1,35 |
1,65 |
1,95 |
|
300 |
0,26 |
0,30 |
0,36 |
0,43 |
0,51 |
0,63 |
0,83 |
1,05 |
1,25 |
1,45 |
1,75 |
2,05 |
|
Серый, ковкий и высоко-прочный чугуны |
160 |
0,13 |
0,15 |
0,18 |
0,21 |
0,26 |
0,32 |
0,41 |
0,52 |
0,62 |
0,73 |
0,87 |
1,05 |
190 |
0,15 |
0,18 |
0,21 |
0,25 |
0,32 |
0,37 |
0,48 |
0,60 |
0,71 |
0,85 |
1,05 |
1,20 |
|
220 |
0,17 |
0,20 |
0,24 |
0,28 |
0,34 |
0,42 |
0,55 |
0,69 |
0,82 |
0,97 |
1,15 |
1,40 |
|
270 |
0,19 |
0,23 |
0,27 |
0,32 |
0,39 |
0,46 |
0,63 |
0,78 |
0,93 |
1,1 |
1,30 |
1,55 |
|
300 |
0,21 |
0,24 |
0,29 |
0,34 |
0,42 |
0,50 |
0,67 |
0,83 |
1,0 |
1,15 |
1,40 |
1,65 |
|
Таблица 12
Соотношение
составляющих сил резания
![]() и
к
и
к
Передний угол , град |
Точение сталей |
Точение чугунов |
||
|
|
|
|
|
5 – 10 |
0,3-0,4 |
0,6-0,7 |
0,5-0,6 |
0,75-0,8 |
(-5) – (-10) |
0,7-0,8 |
0,8-1,0 |
0,75-0,85 |
1,0-1,2 |
Таблица 13
Группы твердого сплава при точении стали
Группа твердого сплава |
Р10 |
Р20 |
Р20С |
Р30 |
Р30С |
Р40 |
Марка материала |
Т15К6 |
Т14К8 |
МС2215 |
Т5К10 |
МС1465 |
ТТ7К12 |
Таблица 13
Группы твердого сплава при точении чугуна
Группа твердого сплава |
К05
|
К10 |
К20 |
К20С |
К30 |
К30С |
Марка материала |
ВК60М |
ВК6М |
ВК6 |
ВП3115 |
ВК8 |
ВП3325 |
Приложение 6
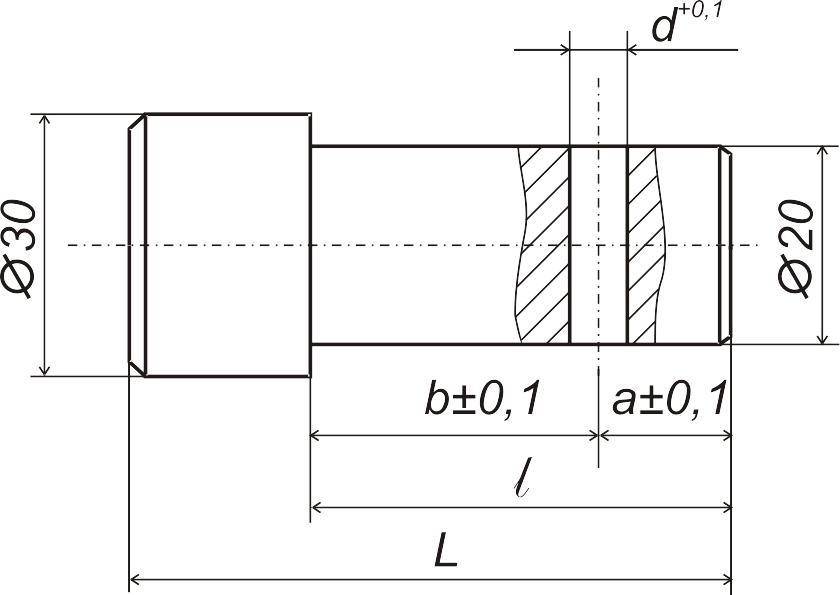
L |
75 |
80 |
85 |
90 |
100 |
120 |
||
|
|
|
|
|
|
|
||
l |
50 |
52 |
56 |
60 |
65 |
70 |
||
|
|
|
|
|
|
|||
a |
15 |
20 |
24 |
28 |
36 |
|||
|
|
|
|
|
|
|
||
b |
25 |
35 |
38 |
40 |
42 |
48 |
||
|
|
|
|
|
|
|
||
d |
3 |
4 |
5 |
6 |
||||