Штамповка на молотах. Штамповочные молоты.
Для штамповки применяются следующие виды молотов:
штамповочный паровоздушный молот двойного действия;
паровоздушный штамповочный бесшаботный молот;
кузнечный паровоздушный молот;
фрикционный штамповочный молот с доской.
Устройство штамповочного паровоздушного молота двойного действия.
Паровоздушные молоты работают либо паром под давлением 79 атм, либо сжатым воздухом под давлением 67 атм.
Молот состоит из рабочего цилиндра 28, в котором перемещается поршень 27 со штоком 22, закрепленным в бабе 17. Баба с верхней частью штампа 16 перемещается в направляющих 18. Нижняя часть штампа 15 крепится к подушке 14 клином. На шаботе 13. Управление молотом осуществляется посредством системы рычагов. При нажатии педали 12 золотник 4 занимает верхнее положение.
Пар через паровоздушную трубу 2, зонтиковый цилиндр 30, обтекает среднюю часть золотника 4, попадает в верхнюю часть рабочего цилиндра 28 (рабочий ход). Пар из нижней части полости цилиндра выходит через внутреннюю полость золотника и трубу 5.
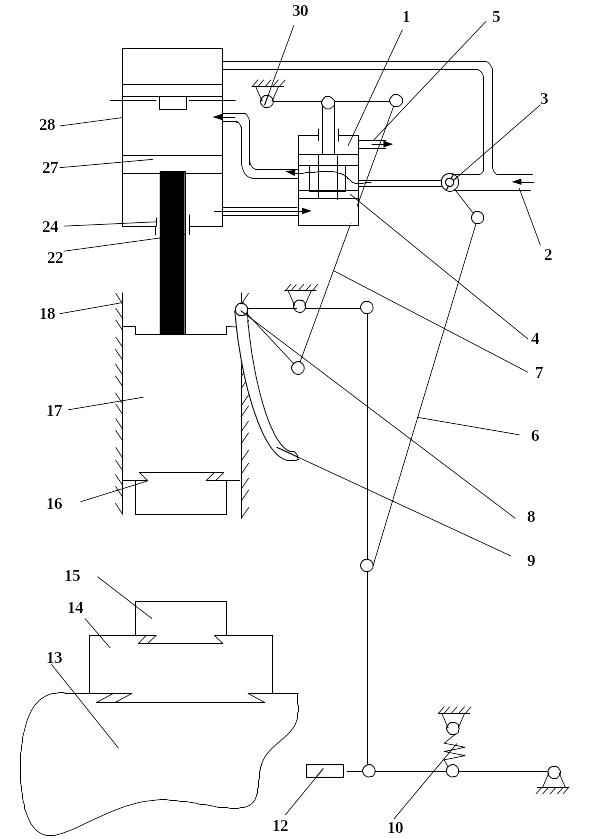
При нижнем положении золотника (педаль в свободном положении) пар поступает в нижнюю полость цилиндра (подъем поршня и бабы). Обработанный пар из верхней полости цилиндра выходит через трубу 5. Баба молота может совершать автоматическое качание посредством рычага 9. Коротким своим плечом 8 рычаг передает движение золотнику. Когда баба идет вниз, золотник опускается, пар поступает в нижнюю полость цилиндра, заставляя бабу изменить направление движения. Затем цикл повторяется. Для нанесения удара нужно нажать на педаль 12 в тот момент, когда баба идет вниз. Тогда точка 8 переместится вверх, и тяга 7 резко поднимет золотник, а тяга 6 откроет на полное сечение дроссель 3, и произойдет удар. Если затем отпустить педаль, то сабля 9, оставаясь все время прижатой к скосу на бабе, вызывает моментальный подъем бабы и ее автоматические качания. Таким образом, выбирая момент и силу нажатия на педаль, штамповщик регулирует удар.
Паровоздушные штамповочные молоты по принципу действия не отличаются от ковочных, но имеют следующие конструктивные особенности:
1). Станины штамповочных молотов крепятся непосредственно на шаботе и не имеют самостоятельных фундаментов. Вес шабота делается равным 20-кратному весу падающих частей молота;
2). Закрепленные на стойках направляющие находятся в соприкосновении с бабой до смыкания штампов, что обеспечивает точность центрирования ручьев.
Паровоздушные штамповочные бесшаботные молоты
Обычные паровоздушные молоты имеют тяжелые шаботы и фундаменты под ними; удары молотов вызывают колебания грунта, вредно отражающиеся на близлежащих зданиях и оборудовании. Поэтому, когда требуются молоты с весом падающих частей более 4 т., часто применяют бесшаботные молоты, у которых вместо шабота установлена вторая баба.
При ударе обе бабы двигаются навстречу одна другой. Связь между ними осуществляется с помощью стальной ленты или гидравлически.
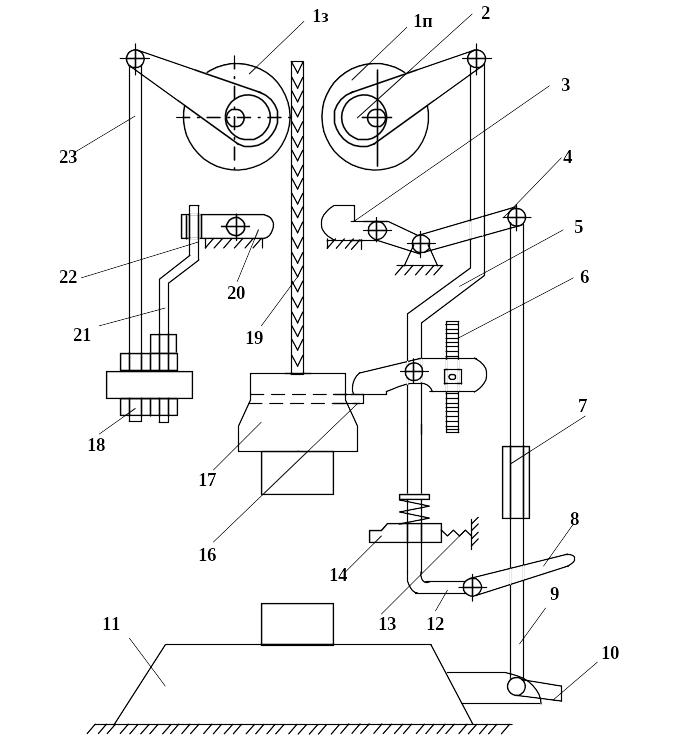
Фрикционные молоты с доской.
Эти молоты относятся к механическим молотам простого действия, т.е. у них сила трения между роликами и доской используется только для подъема падающих частей. Преимущество такого молота заключается в том, что для их работы не нужны пар или воздух, они могут работать автономно.
1п-1з – чугунные ролики;
2 – эксцентричная цапфа;
3,20 – прижимные колодки;
4 – поворотный рычаг;
5 – передняя тяга;
6 – рейка регулировки хода бабы;
7 – винтовой регулировочный зажим;
8 – рукоятка управлений;
9 – тяга;
10 – педаль управления;
11 – шабот;
12 – рычаг;
13 – пружина;
14 – палец;
15 – выключающий рычаг;
16 – деревянный штырь;
17 – баба;
18 – регулировочная гайка;
19 – доска;
21 – тяга;
22 – клин;
23 – задняя тяга.