

2.22 Конструктивные особенности прядильных машин для формования поликапроамидных текстильных нитей
Для формования полиамидных нитей используют машины с устройствами для плавления гранулята полимера и с централизованной подачей расплава полимера на формование.
Для формования технических нитей применяются машины ПП-1000-И и агрегаты МФ1-1000-КР18, МФ2-1000-КР18; для получения текстильных нитей — ПП-600-И, МФ-600-КШ24, SW4S, SRV-24; жгутовой нити — ФП-1000-КЖ18; для формования волокна — ВПК-150И. В состав агрегата МФ1-1000-КР18 входят напорно-формовочная машина НФ1-1000-КР18 и приемно-намоточная машина ПН-1000-КК18; в состав агрегата МФ2-1000-КР18 — соответственно машины НФ2-1000-КР18 и ПН-1000-КС18.
Машины для формования полиамидных волокон различаются рядом конструктивных особенностей. Например, машины ПП-600-И, ПП-1000-И имеют плавильные головки с W-образной решеткой; МФ-600-КШ24 и SRV-24 оснащены экструдерами для плавления гранулята полимера. На машинах НФ1-1000-КР18, НФ2-1000-КР18 и ФП-1000-КЖ18 бункера и плавильные устройства отсутствуют. Кроме того, машины различаются числом плавильных головок, их конструкцией и производительностью; расстоянием между прядильными местами; числом одновременно формуемых нитей; конструкцией приемных механизмов; размером получаемых паковок и рядом других особенностей.
Однако, несмотря на указанные различия в конструкции прядильных машин, технологические процессы формования полиамидных волокон отличаются друг от друга незначительно.
В производстве полиамидных нитей, особенно технического назначения, перспективно оснащение машин экструдерами для плавления полимера. При применении экструдеров повышается производительность и обеспечивается высокая однородность расплава и минимальное содержание низкомолекулярных соединений в нем.
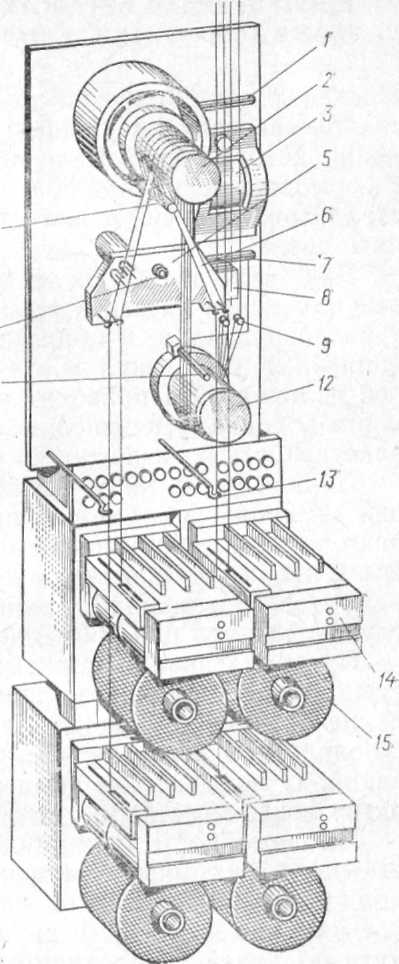
На рис. 7.10 приведена технологическая схема машины МФ-600-КШ24 для многониточного формования текстильной нити, на которой установлен экструдерный расплавитель. Машина односторонняя, на 24 прядильных места.
Гранулят поликапроамида пневмотранспортом подается в бункер 1 машины емкостью 6000 л, где находится под избыточным давлением азота, равным 50—70 кПа. Затем гранулят через промежуточный бункер 2 емкостью 250 л поступает в вертикальный экструдер 3 (РВШ-63) с отношением длины рабочей части к диаметру, равным 25, где происходит плавление гранулята и перемешивание расплава. Дополнительно гомогенизация расплава осуществляется в смесительной насадке 4. После этого расплав поступает в формовочную балку, в которой установлены четыре формовочных блока с шагом 600 мм. Блоки объединяют прядильные насосы и четыре фильерных комплекта 6. При многониточном формовании применяются сдвоенные шестеренчатые насосы, которые обеспечивают дозирование расплава к двум фильерным комплектам.
Р ис.
7.11. Схема машины SW4S
фирмы «Бармаг» совмещенного процесса
формования и вытягивания: 1
и 7
—
нитепроводящие штанги; 2
и
12
— вытяжные
диски; 3
—
препарационная шайба; 4
и
11
— ролики; 5
—кронштейн;
6
— следящее
устройство; 8
и 10 —
всасывающие сопла; 9
—
режущее устройство; 13
— нитепроводник;
14
— подъемные
салазки; 15
—
бобина.
ис.
7.11. Схема машины SW4S
фирмы «Бармаг» совмещенного процесса
формования и вытягивания: 1
и 7
—
нитепроводящие штанги; 2
и
12
— вытяжные
диски; 3
—
препарационная шайба; 4
и
11
— ролики; 5
—кронштейн;
6
— следящее
устройство; 8
и 10 —
всасывающие сопла; 9
—
режущее устройство; 13
— нитепроводник;
14
— подъемные
салазки; 15
—
бобина.
Прием нитей на одном рабочем месте осуществляется на четыре бобины 12 — по две на одном бобине держателе. Раскладка нити на бобине осуществляется нитеводителями, которые совершают возвратно-поступа тельное движение от винтового барабанника. В зависимости от числа формуемых нитей на барабанчике нарезаются два или четыре винтовых замкнутых паза, в которые входят соответствующее число нитеводителей.
Машины с централизованной подачей расплава широко применяются для формования волокна, технических нитей и жгутовых нитей коврового ассортимента.
На машинах SW4S и SRV-24 совмещены процессы формования и вытягивания текстильных нитей.
Машина SW4S фирмы «Бармаг» (рис. 7.11) собирается из секций. Каждое прядильное место имеют четыре намоточные головки для одновременной намотки четырех или восьми нитей.
Нити, поступающие из сопроводительной шахты машины, разделяются с помощью нитепроводящей штанги 1 и, пройдя препарационную шайбу 3, поступают на обогреваемые вытяжные диски 2 и 12.
Каждая нить после схода с диска 2 проходит электромеханическое следящее устройство 6, обеспечивающее в случае обрыва нити автоматическое выталкивание режущего устройства 9 для перерезания нитей и включается сопло 8 для всасывания нитей.
На машинах совмещенного формования и вытягивания на ориентационное вытягивание поступает практически не закристаллизованная нить; это облегчает процесс вытягивания и позволяет увеличить кратность вытяжки, что особенно важно при получении технической нити. Поэтому весьма актуальным является создание машины совмещенного процесса формования и вытягивания для кордных полиамидных нитей, что позволит при скоростях примерно 2500 м/мин получать нить с кратностью вытяжки до 5.
3.2 Получение адипиновой кислоты.
1. Эту кислоту из фенола получают по следующей схеме:
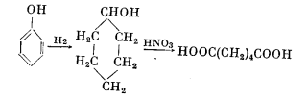
При гидрировании фенола образуется циклогексанол, который окисляют 65—68%-ной азотной кислотой при 45—60° С (без катализатора или в присутствии солей марганца, а также ацетата магния) в адипиновую кислоту.
2.Адипиновую кислоту можно получить и из циклогексана, который, так же как при производстве капролактама, окисляют кислородом воздуха до циклогексанола. Затем циклогексанол окисляют азотной кислотой до адипиновой кислоты.
3.Адипиновая кислота может быть получена также из бензола через нитробензол, анилин и циклогексанол; переработка циклогексанола в адипиновую кислоту производится по обычной схеме.
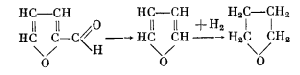
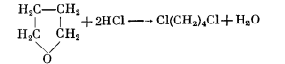
4.Из фурфурола адипиновую кислоту получают следующим образом. Фурфурол превращают в фуран, а затем — в тетрагидрофуран:
При взаимодействии тетрагидрофурана с хлористым водородом получается дихлорбутан:
Обработкой дихлорбутана цианистым натрием получают динитрил адипиновой кислоты:

который омыляют до адипиновой кислоты.
Получение гексаметилендиамина из адипиновой кислоты
1.При пропускании паров адипиновой кислоты и аммиака над катализатором при 320—330° С образуется динитрил адипиновой кислоты:

Промежуточным продуктом реакции является диамид адипиновой кислоты.
При гидрировании динитрила адипиновой кислоты на катализаторах (никель или кобальт) при температуре 160° С и давлении 20 ат получается гексаметилендиамин:

2.Гексаметилендиамин из ацетилена получают по следующей схеме. При взаимодействии ацетилена с формальдегидом образуется 1,4-бутиндиол :
![]()
При гидрировании 1,4-бутиндиола в присутствии никелевого катализатора получают 1,4-бутендиол:

В присутствии СUС12 1,4-бутендиол реагирует с НСN, и образуется дицианбутен:
![]()
Дицианбутен восстанавливают до гексаметилендиамина.