

5.39 Производство бикомпонентных полиэфирных волокон

многокомпонентные волокна могут быть разделены на два основные типа:
волокна с четко выраженной границей раздела компонентов;
матричпые волокна с равномерно или не-равномерно распределенными компонентами по всему сечению элементарной нити.
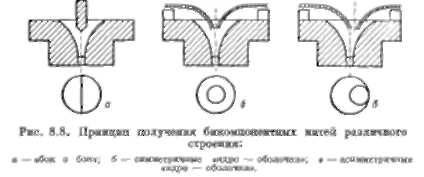
Волокна первого типа производят чаще всего из двух компонентов с применением специальных фильер, в которые подают два потока полимерного сырья, соединяемых перед выходом струп из отверстия фильеры. На рис. 8.7 изображен в разрезе канал фильеры, в котором потоки разделяются клинообразной перегородкой. Разделение потоков может быть осуществлено также внешними насадками различного типа, входящими в состав фильерного комплекта. Изменением конструкции насадок получают нити строения «бок о бок» (рис. 8.8, а в 8.9, а) или «ядро — оболочка» (рас. 8.8, б и 8.9, б). Варьируя различиями в вязкости расплава компонентов, условиями формования или смещая разделительные перегородки насадок, получают асимметричной распределение компонентов по сечению элементарной нити (рис. 8.8, в).
Бикомпонентные волокна после вытягивания обладают потенциальной способностью извиваться при нагреве, что обусловлено различием усадочных свойств компонентов. Было показано [120, 121], что чем больше усадочного компонента содержится в бикомпонентной нити, тем меньше длина одного цикла спирали извитков. Для нитей большего диаметра при прочих равных условиях длина одной спирали увеличивается. Усадка питей при нагреве приблизительно равна среднему арифметическому из значений усадок чистых компонентов. На примере бикомпонентных нитей на основе пары полиэти-лентерефталат — сополимер с изофталевой кислотой была показана важность значений напряжений усадки компонентов для получения заданной извитости. Основы формования и вытягивания бикомпонентных нитей описаны. При выходе из отверстия фильеры
жидкая струя, состоящая из нескольких компонентов, сильно изгибается и может прилипать к зеркалу фильеры. Дорсет установил пределы различия вязкостей компонентов, позволяющих устранить это явление.
Извитость бикомпонентных волокон (рис. 8.10) обеспечивает получепие высокообъемных нитей, не уступающих по качеству нитям механических способов текстурирования. Выявление извитости производят по время проведения тепловой стабилизации трикотажных полотен.
5.18. LOY-, MOY-, POY-, HOY-, FDY- процессы формования полиэфирных комплексных нитей
В зависимости от скорости приёма нити, Vп, технологические варианты процессов нитеобразования по «расплавному» методу классифицируется следующим способом.
Скорость приёма нити, м/мин |
Индекс |
Наименование нити |
500-1500 |
LOY |
Низкоориентированная |
1500-3000 |
MOY |
Среднеориентированная |
3000-4000 |
POY |
Предориентированная |
4000-6000 и более |
HOY |
Высокоориентированная |
|
FOY |
Полностью ориентированная |
Понятие FDY приписывается технологическому процессу получения «полностью вытянутой нити».
В табл.2 приведены технологические кратности вытягивания и достигаемые прочности ПЭТ-нитей с различной начальной предориентацией.
Уровень начальной ориентации |
Технологическая кратность вытягивания |
Прочность готовой нити сН/текс |
Удлинение при разрыве, % |
LOY |
5,0-6,0 |
65-75 |
10-15 |
MOY |
3,5-4,0 |
50-60 |
16-25 |
POY |
1,5-2,0 |
35-60 |
20-30 |
HOY |
- |
30-35 |
40-50 |
FOY |
- |
35-40 |
35-40 |
Видно, что с ростом нач. ориентации снижается достигаемая прочность готовой нити. Поэтому процесс POY применяется для получения текстильных нитей, не требующих высокой прочности. Т.О. выбор схемы формования в ряду LOY-FOY определяется требуемым уровнем прочности готовой ПЭТ-нити. Для максимального упрочнения ориентацию необходимо переносить на стадию вытягивания, чтобы создать наиболее благоприятные темпер. условия.
Раздельные процессы ВСФ (высоко. скор. формование) и ориентационного вытягивания остаются до настоящего времен доминирующими из-за их высокой технологической гибкости.
Совмещенные процессы формования и ориентационного вытягивания применяются, в основном, при производстве гладких ПЭТ-нитей.