2.10 Технологические особенности переработки высокомоле- кулярного пка в технические нити.
Последующая обработка полиамидных волокон состоит из ряда технологических операций, число и последовательность проведения которых зависит от вида вырабатываемой продукции. Сформованные на прядильных машинах нити частично закристаллизованы и обладают способностью вытягиваться в три — пять раз.
Кратность вытяжки и параметры проведения процесса устанавливаются в зависимости от требований, предъявляемых к волокну, и условий эксплуатации изделий. Технические нити, которые должны обладать более высокой прочностью и пониженным удлинением, обычно вытягивают в две стадии. На первой стадии нить вытягивают при нормальной температуре (в этом случае степень вытяжки близка к максимальной); на второй стадии — при повышенной температуре (170—180 °С) производится небольшое дотягивание нитей до предельного значения кратности вытяжки. Суммарная кратность вытяжки при этом составляет примерно 4,5 - 5,2.
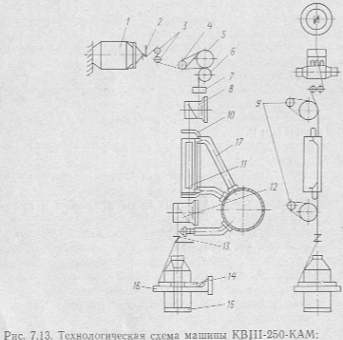
Вытягивание полиамидных технических нитей осуществляется на крутильно-вытяжных машинах, на которых установлены нагревательные элементы, так как процесс вытягивания производится сначала при нормальной, а затем при повышенной температуре. Па рис. 7.13 показана машина марки KBI1I-250-KAM.
П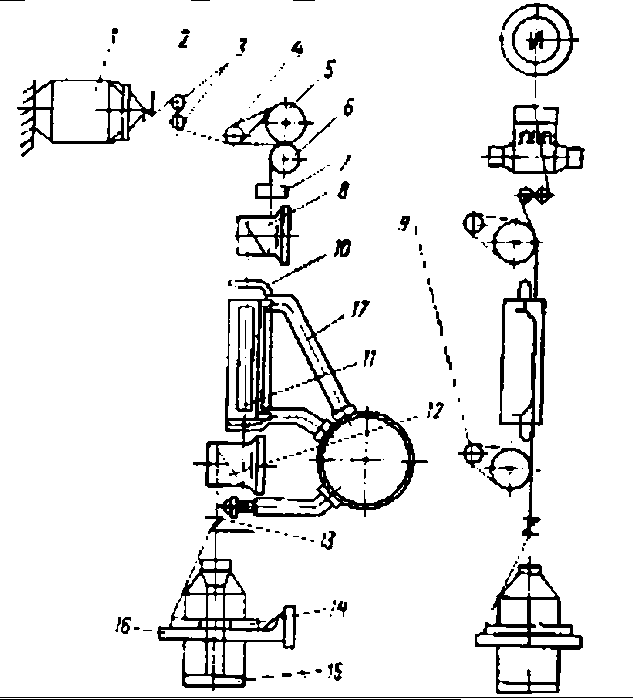 ервая
зона вытягивания находится между
питающим цилиндром и первым вытяжным
диском, вторая—между вытяжными
дисками. На второй стадии вытягивания
нить проходит зону обогрева длиной 480
мм с температурой 170-180 °С. Кратность
вытяжки на первой стадии составляет
3,5-4,0, на второй — 1,15-1,5.
ервая
зона вытягивания находится между
питающим цилиндром и первым вытяжным
диском, вторая—между вытяжными
дисками. На второй стадии вытягивания
нить проходит зону обогрева длиной 480
мм с температурой 170-180 °С. Кратность
вытяжки на первой стадии составляет
3,5-4,0, на второй — 1,15-1,5.
Кордная нить дополнительно подвергается двукратному кручению и трощению на однопроцессных крутильно-тростильных машинах или машинах с веретенами двойного кручения.
Рис.7.13Технолог.схема машины KBI1I-250-KAM:
1-бобина;2-нитепроводник;3-керамические ролики;4-разделительный ролик; 5-нажимной валик;6-питающий цилиндр;7-ситалловая палочка; 8 - верхний вытяжной диск;9-свободновращающиеся ролики; 10- пруток для отвода нити от утюга при останове машины;11-нагревательный элемент;12- нижний вытяжной диск;13-нитепроводник;14-кольцо-бегунок;15-веретено с катушкой;16-брус-кольцедержатель.
2.17 Физико-химические закономерности ориентационной вытяжки поликапроамидных высокопрочных высокотермостойких (нмнт) кордных нитей и методы аппаратурного оформления этой стадии процесса формования
Вытягивание ПА кордных нитей осуществляется на крутильно-вытяжных машинах, на которых установлены нагревательные элементы, т.к. процесс вытягивания производится сначала при нормальной , а затем при повышенной температуре.
Первая зона вытягивания находится между питающим цилиндром и первым вытяжным диском, вторая – между вытяжными дисками. На второй стадии нить проходит зону обогрева длиной 480 мм и температурой 170- 180 град. Кратность вытяжки на первой стадии составляет 3,5-4,0, на второй 1,15-1,5. Кордная нить дополнительно подвергается двукратному кручению и трощению на однопроцессных крутильно-тростильных машинах или машинах с веретенами двойного кручения.