

8.9 Технологические параметры формования полиуретановых нитей по «расплавному» методу
Формование из расплава волокон типа «тексин» имеет пока ограниченное промышленное применение. Термопластичный полимер синтезируют из полиэфира, диизоцианата и диола (удлинителя цепи)% Оптимальные условия получения такого полимера: 1 моль полиэтиленадипината, до 2 моль дифенилметандиизоцианата и 1 моль бутандиола реагируют 1 ч при 100°С, а затем 2—3 ч при 140°С. Образующийся продукт расплавляют при 160—180°С и формуют в волокно. После формования требуется дополнительная горячая обработка волокна, которая вызывает некоторую «сшивку» полимера. Известно также формование волокна (типа «эстан») при достаточно высокой темп-ре (выше 200°С) из макродиизоцианата с соответствующими добавками. Незначительная предварительная «сшивка» заметно повышает термическую стабильность расплава полимера при формовании волокна, в результате чего отпадает необходимость в дополнительной термообработке последнего.
Аналогичен и способ получения нитей по такому способу.
8.10 Свойства и области применения полиуретановых волокон
Специфическим св-вом ПУ-х в-н явл их высокая эластичность при нормальной Т. Обратимое удлинение ПУ-х нитей при нормальной Т сост 500 – 700 %, и по этому показателю они приближаются к резиновым нитям, но по сравнению с ними имеют ряд существенных преимуществ, осн-ми из кот явл-ся: возможность изготовления более тонких нитей, более высокая прочность, устойчивость к истиранию и изгибам и др.
ПУ-ые в-на вырабатываются с линейной плотностью от 2 до 400 текс. Они имеют низкую прочность (2-10 сН/текс) и поэтому чаще всего оплетаются другими синтетическими нитями. Но высокое обратимое удлинение позволяет использовать их в чистом виде.
ПУ-ые высокоэластические нити используются в основном для изготовления изделий народного потребления. Они придают изделиям высокую эластичность, упругость, формоустойчивость и долговечность. Из них изготавливают спортивные костюмы, купальники, предметы женской галантереи, чулочно-носочные изделия, а также эластичные медицинские бинты.
2.9 Подготовка высокомолекулярного пка к формованию.
Одним из эффективных направлений в разработке прогрессивных технологических процессов производства полиамидных нитей является создание непрерывных процессов получения поликапроамида и подготовки его к формованию с повышением единичной мощности аппаратов.
Существует два принципиально отличающихся непрерывных способа:
-непрерывный процесс полимеризации капролактама, демономеризации поликапроамида под вакуумом и подачи его непосредственно на формование, что позволяет в рамках единой технологической линии осуществить непрерывный процесс получения полимера и нити;
-непрерывный способ получения гранулята полимера и подготовки его к формованию. Он включает непрерывный процесс полимеризации капролактама с получением гранулята, экстракции низкомолекулярных соединений, сушки гранулята с последующим экструдерным формованием.
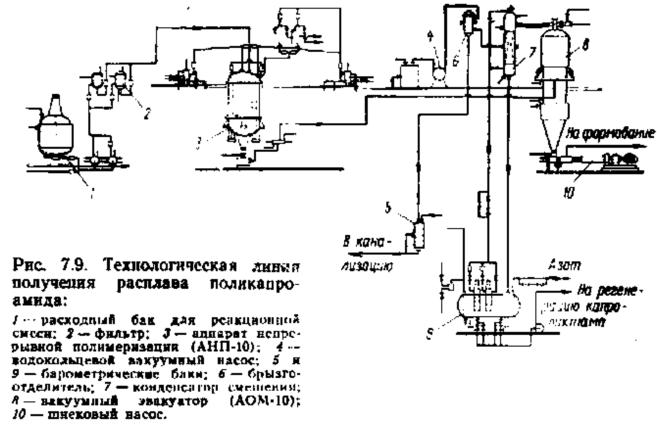
Технологическая схема непрерывного процесса получения расплава поликапроамида с подачей его непосредственно на формование приведена на рис. 7,9. Она включает установку приготовления реакционной смеси, установку АНП-10ЭМ и формовочную машину НФ-1000 КР18. В состав установки АНП-10ЭМ входят аппарат непрерывной полимеризации АНП-10 и вакуумный эвакуатор отгонки мономеров АОМ-10.
Технологическая схема непрерывного процесса получения гранулята полимера и подготовки его к формованию включает установку приготовления реакционной смеси, подогреватель, установку АНП-10ЭМ, экстракторы и сушилки непрерывного действия (агрегат НЭС).
Реакционная смесь капролактама из расходного бака установки приготовления реакционной смеси через специальный подогреватель — форполимеризатор подается в аппарат непрерывной полимеризации, а оттуда - в вакуумный эвакуатор.
Предварительный нагрев капролактама до 240-250°С перед аппаратом непрерывной полимеризации способствует ускорению процесса полимеризации. Объясняется это, по-видимому, появлением большого количества активных концевых групп в результате образования на этой стадии олигомеров.
Интенсификация процесса полимеризации капролактама позволяет повысить производительность АНП-10 с 10 до 15 т/сут.
Вакуумный эвакуатор (АОМ-10) в этой технологической схеме предназначен в основном для удаления влаги из расплава и дополнительной поликонденсации с целью увеличения молекулярной массы полимера. Остаточное давление в аппарате поддерживается на уровне 1З—26 кПа. Общая продолжительность нахождения расплава ПКА в аппарате при 260—280 °С составляет 5—6 ч. Относительная вязкость раствора полимера повышается до 3,0—3,3, содержание НМС до 6-8%. Затем расплав шнековым насосом подается на гранулирование в подводный гранулятор. Возможно получение крошки полимера и по классической схеме — литье в ванну с водой с образованием жилки и резка ее. Затем гранулят массонасосом подается в экстрактор непрерывного действия, который соединен с сушилкой непрерывного действия.
Гранулят поликапроамида с содержанием низкомолекулярных соединений 0,5—0,8% и влажностью 0,05% пневмотранспортом (в токе азота) подается в бункера формовочных машин.