

5.33 Способы обдува при получении штапельного волокна.
Охлаждение нитей при формовании производят обдувкой их воздухом. Обдувочные устройства д создавать равномерный ламинарный поток. Каждая элементарная нить по возможности д охлаждаться одинаково.
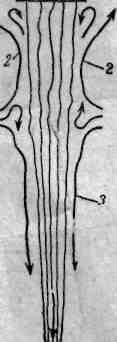
Схема направления потоков воздуха без обдувочного
устройства:1 — фильера; 2 — восходящие потоки; 3 — нисходящие потоки.
При отсутствии обдувки ниже фильеры создаются неконтролируемые турбулентные потоки воздуха, вызывающие колебания нити и, как следствие, увеличение ее неравномерности. Поэтому особое значение имеет гашение контролируемым потоком обдувочного воздуха колебательных движений нитей.
Обдувочные устройства с боковой обдувкой применяют только в производстве тонких полиэфирных нитей (линейной плотности до 25—30 текс) при круглых фильерах или без ограничения в случае использования прямоугольных фильер с небольшим числом рядов отверстий. Создание оптимальной эпюры распределения скорости обдувочного воздуха обеспечивают различного вида заслонками, плитами с отверстиями разного размера и формы, устанавливаемыми перед последними сетками поверхности выхода воздуха. Рекомендованы обдувочные устройства трапецеидальной формы с установкой ролика ниже точки затвердевания нити для направления ее в сопроводительную шахту и гашения колебаний. При использовании такой системы повышается равномерность нити по линейной плотности и снижается расход воздуха. Скорость воздуха в устройствах с боковой обдувкой регулируют в пределах 0,2—0,4 м/с.
Лучшие результаты достигаются при способе радиальной обдувки. По патенту, в центр пучка нитей, выходящих из фильеры круглой формы, вводят цилиндр со стенками из пористого материала, например, пористой бронзы или нержавеющей стали. Обдувочный воздух равномерно охлаждает все отдельные нити. Оптимальная высота цилиндра составляет 150—250 мм; цилиндр устанавливают на расстоянии 12—37 мм от зеркала фильеры. По-видимому, такое решение является самым простым и оптимальным для обеспечения равномерности обдувки всех нитей пучка, состоящего из 900—1000 и более элементарных нитей в случае производства штапельного волокна. Расход воздуха на одну фильеру при этом обычно равен 3—3,5м3/мин.
Шахта с поперечно-радиальным центральным обдувом обеспечивает лучшие результаты по сравнению с боковым обдувом. При большом числе элементарных нитей в пучке (до 1000 и более) боковой обдув создает неодинаковые условия охлаждения элементарных нитей с различных сторон пучка. На схеме:
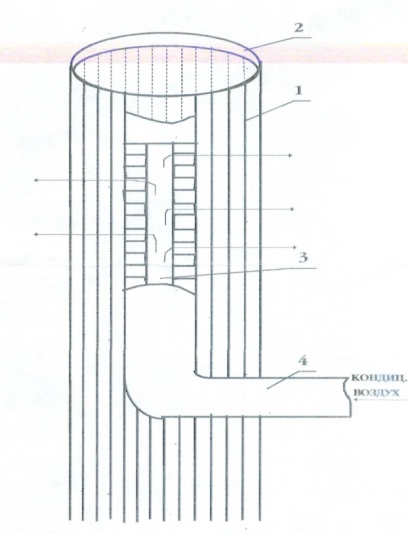
пучок формуемых нитей; 2- фильера круглой формы; 3 - пористый цилиндр, т.е. центральная напорная камера; 4 - воздуховод.
Для этого в центр пучка нитей, выходящих из фильеры круглой формы, вводят свечу. Она состоит из воздуховода-патрубка, имеющего овальную форму в месте прохождения пучка, пористого цилиндра со стенками из пористого воздухопроницаемого материала, чаще всего из агломерированной бронзы, т.е. из спекшегося в пористые куски сплава меди с другими металлами, или нержавеющей стали, и сетки.
Воздух поступает через напорную трубу в свечу. Для удобства обслуживания фильерного комплекта и заправки машины свеча может опускаться вниз. Рассеченный на множество потоков воздух охлаждает вытекающие из отверстий фильеры струйки расплава. При этом обдувочный воздух равномерно охлаждает все отдельные нити.
Зона обдува ограничена перегородками. Оптимальная высота цилиндра составляет 150-200 мм; цилиндр устанавливается на расстоянии 12-37 мм от «зеркала» фильеры.
Такой вариант обдува особенно удобен при формовании штапеля, т.к. обеспечивает равномерность обдува всех нитей пучка, состоящего из 900-1000 и более элементарных нитей. Расход воздуха на одну фильеру при этом обычно равен 3-3,5 м3/мин. Недостаток: нагретый воздух, содержащий выделившиеся из формуемых струй НМС полимера, выбрасывается в помещение прядильного цеха.
Более технически сложный вариант центрально-радиальной обдувки. Ввод обдувочного воздуха осуществляют сверху, через канал в прядильном блоке.
Известны предложения способов обдувки полиэфирного волокна радиально к центру пучка нитей путем установки цилиндрической насадки или применением жалюзийных направляющих, создающих организованный поток воздуха, параллельный движению нитей.
С целью гашения колебаний нити ниже обдувочной части устанавливают ролики или различные неподвижные элементы с твердой поверхностью. Но трение нити об эти детали может вызвать повреждение волокна. Предложено пропускать нить через полуцилиндрическую насадку с подачей воздуха из нее и без касания нитью вогнутой поверхности.
Для обдувки обычно используют воздух с комнатной температурой. Дополнительно к обычной обдувке в ряде патентов предусматривают подачу горячего воздуха или пара непосредственно под зеркало фильеры, в основном с целью защиты ее от охлаждения.
Особую технологию охлаждения нити применяют при производстве достаточно грубых волокон, предназначенных для применения в качестве наполнительного материала для подушек, одеял, спальных гешков, зимних палаток. Такой материал требует устойчивой (лучше всего трехмерной) извитости, которую может обеспечить заведомо неравномерное охлаждение волокна сразу после фильеры.
В патенте описан способ асимметрической обдувки, приводящей к асимметрическому распределению двойного лучепреломления по сечению элементарной нити. В патенте этот же эффект достигают путем направления нитей по элементу с пористой поверхностью, покрытой тонким слоем холодной воды. Более простой способ описан в патенте, согласно которому выходящие из фильеры нити касаются поверхности охлаждаемого водой цилиндра. Трехмерная геликоидальная извитость реализуется после вытягивания нитей и последующего, их прогрева без натяжения.