

5 .20 Принципы аппаратурного оформления производства полиэфирных текстурированных нитей
Основным ассортиментом полиэфирных текстурированных нитей являются малорастяжимые высокообъемные нити, предназначенные для изготовления верхнего трикотажа и тканей стабильных размеров и формы (типа кримплена). При получении малорастяжимой высокообъемной нити высокорастяжимую высокообъемную нить после ложного кручения подвергают дополнительной тепловой обработке. При этом изменяется форма извитости, происходит термофиксация нити и уменьшается степень ее растяжения, но сохраняются пушистость, мягкость и объемность. Существуют периодический и непрерывный процессы получения малорастяжимой высокообъемной полиэфирной нити. При периодическом процессе дополнительную тепловую обработку нити проводят отдельно в автоклаве или запарочной камере, либо в термокамерах, установленных на тростильно-крутилыных машинах. После термообработки высокорастяжимой полиэфирной нити в автоклаве паром при температуре 124 °С в течение 60 мин ее растяжимость снижается на 20—40%. Термообработку полиэфирной нити в автоклаве целесообразно совмещать с процессом крашения, так как вследствие плотной структуры полиэфирного волокна и отсутствия реакционноспособных функциональных групп крашение полиэфирных нитей проводят при повышенном давлении. В настоящее время в основном перешли на получение малорастяжимых высокообъемных нитей непрерывным способом на тех же машинах, на которых осуществляется текстурирование, устанавливая после механизма ложного кручения дополнительную термокамеру. Интенсивное развитие производства текстурированных полиэфирных нитей сопровождается дальнейшим усовершенствованием технологии и оборудования, направленным на создание новых высокоэффективных технологических процессов. К таким современным процессам откосится способ, основанный на высокоскоростном формовании полиэфирного волокна е последующим совмещением технологических стадий вытягивания и текстурироваиия. В этом случае при формовании на скоростях 3000 — 4000 м/мин получается предварительно ориентированная полиэфирная нить, что позволяет снизить кратность последующего вытягивания до 1,5—1,8. Ориентационное вытягивание на машинах текстурирования может осуществляться непосредственно в зоне текстурирования (в термокамере фиксации высокой крутки) за счет разности в частоте вращения дисков, установленных до и после термокамеры (например, на машине FK-6L-900) или вне ее. В последнем случае процесс вытягивания и текстурирования нити проводят последовательно, как, например, на машине ТК-Ю. Технологическая схема одной из последних моделей машин для текстурирования фирмы «Бармаг» (ФРГ) — машины FK-6L-900, предназначенной для получения малорастяжимых высокообъемных полиэфирных нитей, приведена на рис. 6.13.
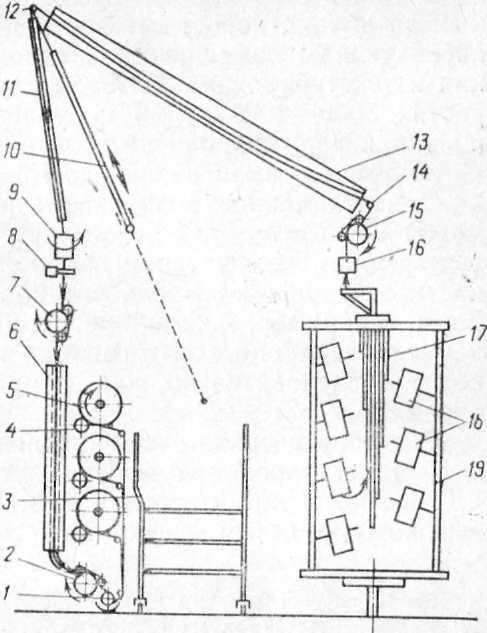
Рис 6.13 Технологическая схема машины FK-6L-900 фирмы «Бармаг»:1 — замасливающее устройство; 2, 7 и 15 — питающие устройства; 3 — подставка; 4 — фрикционный цилиндр; 5 —выходная паковка; 6 — вторая термокамера; 8 и 16— устройства контроля обрывов; 9 — механизм ложного кручения; 10 — манипулятор; 11 — пластина для охлаждения; 12 и 14 — нитерпроводники; 13 — первая термокамера; 17 нитенаправляющие трубки; 18 — входные паковки; 19 — шпулярник.
На машине совмещены процессы вытягивания и текстурирования. Машина оснащена механизмами ложного кручения фрикционного типа, обеспечивающими скорость кручения нити до 4 млн. об/мин, благодаря чему скорость приема текстурированной нити повышается до 900 м/мин. Машина имеет 216 рабочих мест; масса нити на выходной паковке составляет 5 кг. Для обеспечения термофиксации нити при таких скоростях размеры термокамер увеличены. Длина первой термокамеры, где осуществляется фиксация высокой крутки нити составляет 2 м, второй термокамеры для термостабилизации нити—1,5 м. Первая термокамера установлена на машине наклонно, что позволяет снизить высоту машины. Для ускорения охлаждения нити после выхода из первой термокамеры предусмотрено специальное устройство, которое представляет собой пластину, охлаждаемую водой. Нити с бобин 18, установленных на шпулярнике 19, через нитенаправляющие трубки 17, в которые они заправляются пневматически, и питающий механизм 15 подаются в первую термокамеру 13. Камера представляет собой нагревательную пластину длиной 2 м с двумя канавками для нитей. Перед питающим механизмом имеется контрольное устройство 16, которое прекращает подачу нити в случае ее обрыва в зоне текстурирования. Затем нити, обогнув нитепроводник 12, проходят охлаждающее устройство 11 и заправляются в механизм ложного кручения 9.
Благодаря механизму ложного кручения нити получают высокую крутку, которая фиксируется при термообработке в первой термокамере. Одновременно в зоне кручения за счет разности частоты вращения питающего устройства 15 и промежуточного устройства 7 нити вытягиваются. Охлажденные нити после механизма ложного кручения раскручиваются, приобретая при этом повышенную объемность и высокую растяжимость, и через питающую пару 7 подаются во вторую термокамеру 6 длиной 1,5 м. В этой термокамере происходит термостабилизация текстурированной нити (снижается ее растяжимость). После этого нити, пройдя замасливающее устройство, наматываются на выходные паковки 5. Заправка нити в первую термокамеру и охлаждающее устройство осуществляется манипулятором 10. Ниже приводятся параметры получения малорастяжимой текстурированной полиэфирной нити при совмещении процессов вытягивания и текстурирования:
Кратность вытягивания нити 1,5-1,8
Величина крутки нити, витков/м 2300-2500
Температура, °С
в зоне вытягивания и крутки 200-220°С
(в первой термокамере) в камере
термостабилизации высокорастяжимой нити (во второй термокамере)
190-200°С
Нагон нити в зоне термостабилизации (для обеспечения необходимой усадки высокорастяжимой нити), % 12-14
Производство текстурированных нитей по схеме высокоскоростное формование полиэфирной нити и совмещение процессов вытягивания и текстурирования имеет существенные преимущества перед классическим: более высокие технико-экономические показатели: отпадает необходимость в вытяжных машинах, что обусловливает уменьшение производственных площадей. Кроме того, вследствие применения значительно больших входных паковок (в несколько раз больше, чем на вытяжных машинах) уменьшается продолжительность заправки при текстурировании, благодаря чему снижается трудоемкость; повышается качество текстурированной нити, в частности улучшаются объемность и равномерность накрашивания. Получаемая при высокоскоростном формовании частично ориентированная полиэфирная нить более равномерна и имеет более стабильную структуру, поэтому колебания в натяжении при сматывании нити с входных паковок не сказываются отрицательно на свойствах нити. Кроме того, такая нить может более длительное время выдерживаться между формованием и текстурированием, не осложняя процессы ориентационного вытягивания и текстурирования без ухудшения накрашиваемости.