

Для второго этапа междисциплинарного экзамена по специальности
190604 «Техническое обслуживание и ремонт автомобильного транспорта»
Профессиональная задача по дисциплинам: «Материаловедение», «Метрология, стандартизация и сертификация», «Ремонт автомобилей», «Охрана труда».
Вариант № __
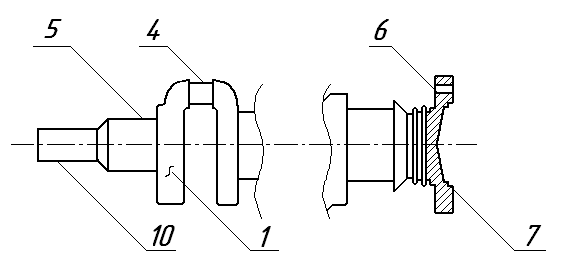
В результате диагностирования двигателя ЗМЗ-53 была обнаружена неисправность вала коленчатого двигателя ЗМЗ-53 деталь № 66-1005015-10.
Задание
Провести дефектацию детали №66-1005015-10. Разработать план технологических операций по устранению одного из выявленных дефектов. Перечислить требования техники безопасности и производственной санитарии, предъявляемые к рабочему месту при ремонте коленчатого вала автомобиля.
Председатель ЦМК ТО и РАТ Л.А. Тикахин
Председатель ЦМК С.А. Кустова
«Общепрофессинальные дисциплины»
Образец ответа
Производим дефектовку вала коленчатого:
Шейки вала тщательно протереть и внимательно осмотреть. Все замеченные дефекты записать в карту технических условий на ремонт деталей. (Карта прилагается с индивидуальным заданием).
Произвести измерение шеек вала микрометром. Измерение каждой шейки производят в двух поясах, расположенных от щек ¼ длины шейки. В каждом поясе производя! два измерения: для коренных шеек - в области кривошипа первой коренной шейки и перпендикулярно ей, для шатунных шеек - в плоскости кривошипа измеряемой шейки и перпендикулярно ей.
Измерить прогиб вала индикатором. Для определения прогиба вала устанавливают индикатор со стойкой так, чтобы наконечник измерительного стержня опирался в середину средней коренной шейки вала. Медленно поворачивают вал, наблюдают за отклонением большой стрелки индикатора. При такой настройке индикатор показывает двойную величину прогиба вала.
Определить соосность коренных шеек вала. Для этого измерительный стержень индикатора подводят к первой коренной шейки сверху и устанавливают большую стрелку индикатора на нуль, а малую на два мм. Передвигая индикатор по направлению вдоль вала, проводят его последовательно каждой коренной шейки сверху и записывают показания индикатора соответствующим знаком относительно первой шейки.
Определить соосность шатунных шеек. Для этого шатунные шейки попарно устанавливают в наивысшей точке по индикатору, и далее работа ведется, как и коренными шейками.
6. Определение скрученности вала. Установить первое колено вала в горизонтальном направлении и настроить по шатунной шейки индикатор на нуль. Скрученность вала определяется по формуле:
![]()
где:
δ -показания индикатора, мм
По результатам дефектовки заполняется карта технических условий на ремонт деталей.
Карта технических условий на ремонт деталей
|
Номер детали 130-1005011 |
|||||
Материал-сталь 45 ГОСТ 10050-60 |
||||||
Твердость HRC 52-62 |
||||||
№ |
Наименование дефектов. |
Способы уст.деф. и изм.инст-т. |
Размеры |
Заключение |
||
|
|
|
||||
1 |
Обломы и трещины любого характера и расположения. |
Основной магнитный дефектоскоп. |
_ |
_ |
_ |
Браковать. |
2 |
Увеличение длины передней коренной шейки. |
Индикаторное приспособление для контроля длины. |
+0,16 35 -0,07 |
_ |
_ |
Ремонтировать. Установив упор задней шайбы к подшипнику ремонтного размера. Браковать при размере l>32,62 мм. |
3 |
Увеличение длины шатунных шеек. |
Шаблон. |
+0,12 58 |
58,32 |
_
|
Браковать при l=58,32 мм. |
4 |
Износ шатунных шеек. |
Микрометр 50-75 мм. |
-0,013 65,5 |
_ |
менее 65,48 |
Ремонт. Шлифовать до ремонтного размера. Браковать при < 63,48. |
5 |
Износ коренных шеек. |
Микрометр 50-75 мм. |
-0,013 75 |
_ |
менее 14,98 |
Ремонт. Шлифовать до ремонтного размера. Браковать при < 73,98. |
6 |
Износ отв. во фланце вала под болты крепления маховика. |
Пробка 14,06 мм или нутромер индикаторного типа. |
+0,031 14 |
14,06 |
более 14,06 |
Ремонтировать развертыванием их в сборе с маховиком. |
7 |
Износ отверстия под подшипник направления конца ведущего вала КП. |
Пробка 52,01 мм или нутромер индикаторного типа. |
-0,008 52 -0,04 |
52,01 |
более 52,01 |
Ремонт: шлифование до рем. размера. Браковать при < 52,1. |
8 |
Изгиб вала, биение средней коренной шейки. |
Призмы и индикаторы. |
менее 0,03 |
менее 0,05 |
менее 0,05 |
Ремонт: правка на прессе. Браковать >0,06. |
9 |
Биение шейки под шестерню или шкив коленвала. |
Призмы и индикаторы. |
менее 0,03 |
менее 0,05 |
менее 0,05 |
Ремонт: Шлифование до ремонтного размера. Браковать при < 0,07. |
10 |
Износ шейки под шестерню и шкив коленвала. |
Скоба 45,42 мм или микрометр 25-80 мм. |
-0,025 46 -0,03 |
45,98 |
Менее 45,92 |
Ремонт: шлифование до ремонтного размера. Браковать при < 45,9. |
11 |
Биение торцевой поверхности фланца вала. |
Призмы микрометр 0-25 контролирует толщину. |
0,1 |
0,1 |
более 0,1 |
Ремонт: протачивание с выдержкой толщины фланца менее 11,0 мм. |
Вывод: Дефекты (2,3,4,5,6,7,8,9,10,11) подлежат восстановлению. Из выявленных дефектов выбираем износ коренных шеек вала коленчатого и разрабатываем план технологических операций по устранению этого дефекта.
План технологических операций по устранению дефекта коренных шеек вала коленчатого двигателя ЗМЗ-53 деталь № 66-1005015-10
№ операции |
Наименование Содержание операции |
Оборудование |
Приспособления |
Инструмент |
Материалы |
|
Рабочий |
Измерительный |
|||||
005 |
Моечная Промыть коленчатый вал, высушить |
Ванна моечная, шкаф сушильный |
|
|
|
|
010 |
Расточная, Обработка коленчатого вала |
Круглошлифо-вальный станок |
центра |
Шлифовальный круг КЧ-24ВТ-К |
Микрометр |
|
015 |
Моечная Промыть коленчатый вал после расточки, высушить |
Ванна моечная, шкаф сушильный |
|
5 % раствор соды |
|
|
020 |
Вибродуговая наплавка |
Переоборудованный станок Модели 1К62 Наплавочная головка УАНЖ-6
|
центра |
|
|
Электрод Нп – 2Х13 ГОСТ 10543-75 |
025 |
Шлифовальная Доводка точных размеров |
Круглошлифо-вальный станок |
центра |
Шлифовальный круг КЧ-24ВТ-К |
|
|
030 |
Контрольная Произвести замеры |
Стол контролера |
центра |
|
микрометр |
|