

5.4 Контролируемые параметры
х1 – рука ПР в т.0;
х2 – рука ПР в т.1;
х3 – рука ПР в т.2;
х4 – рука ПР в т.3’;
х5 – рука ПР в т.3;
х6 – рука ПР в т.4;
х7 – рука ПР в т.5;
х8 – заготовка в захватном устройстве;
х9 – захват открыт;
х10 – завершение управляющей программы;
х11 – деталь зажата патроном станка;
x12 –деталь разжата патроном станка;
x13 –станок включён;
x14 – станок выключен;
х15 - заготовка обработана
6 Моделирование работы ртк
6.1 Блок-схема


захват закрыт
Движение руки в т.0
Движение каретки в т.2
опускание руки в т.3
Движение каретка в т.4
захват открыт
Движение каретки в т.3 подъём руки в т.2
Обработка детали
опускание руки в т.3
включение РТК опускание
руки из т.0 в т.1
Зажим заготовки приспособлением МРС


















Движение каретки в т.4
захват закрыт
Движение каретки в т.3
подъём руки в т.2
Движение каретки т.5
опускание руки в т.6








захват открыт
подъём руки в т.5
Движение каретки в т.0 I=n нет да
выключение РТК













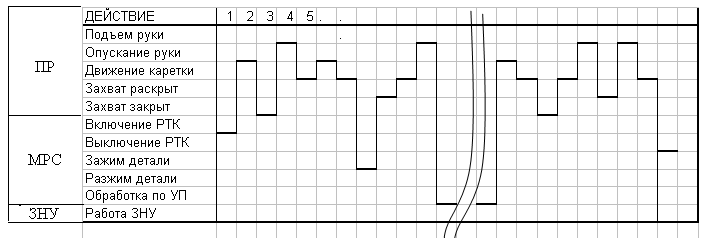
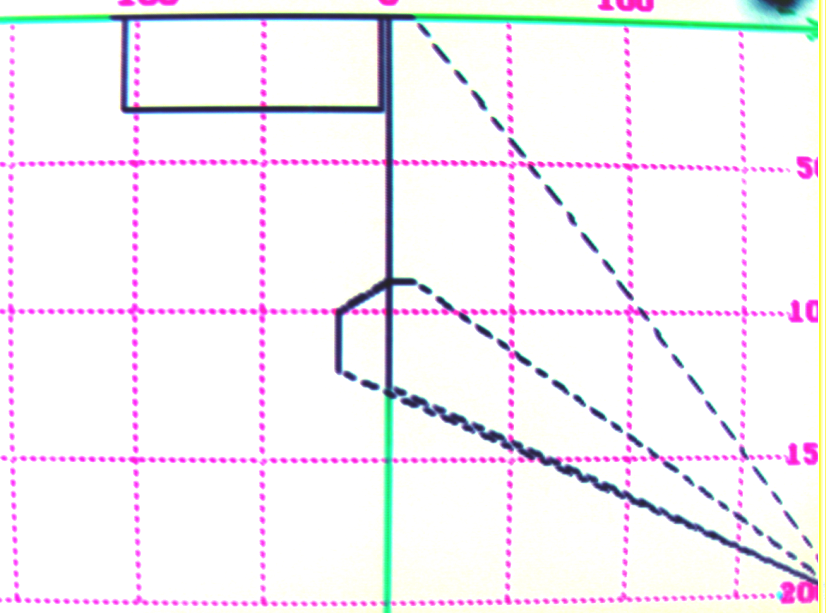
6.2 Циклограмма
Циклограмма строится по блок-схеме и представляет собой графический образ работы РТК или ГПМ во времени. По горизонтали откладываются длительности тех или иных движений, которым соответствуют данные горизонтальные отрезки на циклограмме, которые соединяются между собой согласно логике выполнения вспомогательных операций, представленных в блок-схеме. Циклограмма, обычно, отражает один цикл работы оборудования, равный, например, одной рабочей смене или продолжительности автономной работы без дооснащения РТК новыми деталями. Логические операции, имеющиеся в блок-
схеме, на циклограмме отсутствуют. Если какая-либо величина времени исполнения действия значительно больше других, например, время обработки детали по УП, то данный интервал времени показывают с разрезом, как это показано на циклограмме. Масштаб циклограммы является обычно приближенным.
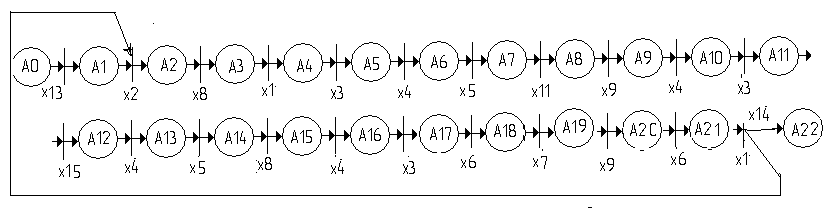
6.3 Сеть Петри для функционирования ртк.
Состояния объекта:
А0- включение РТК;
А1- опускание руки из т.0 в т.1
А2- захват закрыт
А3- Движение руки в т.0
А4- Движение каретки в т.2
А5- опускание руки в т.3
А6- Движение каретка в т.4
А7- Зажим заготовки приспособлением МРС
А8- захват открыт
А9- Движение каретки в т.3
А10- подъём руки в т.2
А11- Обработка детали
А12- опускание руки в т.3
А13- Движение каретки в т.4
А14- захват закрыт
А15- Движение каретки в т.3
А16- подъём руки в т.2
А17- Движение каретки т.5
А18- опускание руки в т.6
А19- захват открыт
А20- подъём руки в т.5
А21- Движение каретки в т.0
А22- выключение РТК
Условия перехода:
х1 – рука ПР в т.0;
х2 – рука ПР в т.1;
х3 – рука ПР в т.2;
х4 – рука ПР в т.3’;
х5 – рука ПР в т.4;
х6 – рука ПР в т.5;
х7 – рука ПР в т.6;
х8 – заготовка в захватном устройстве;
х9 – захват открыт;
х10 – завершение управляющей программы;
х11 – деталь зажата патроном станка;
x12 –деталь разжата патроном станка;
x13 –станок включён;
x14 – станок выключен;
х15 - заготовка обработана
В итоге мы получаем
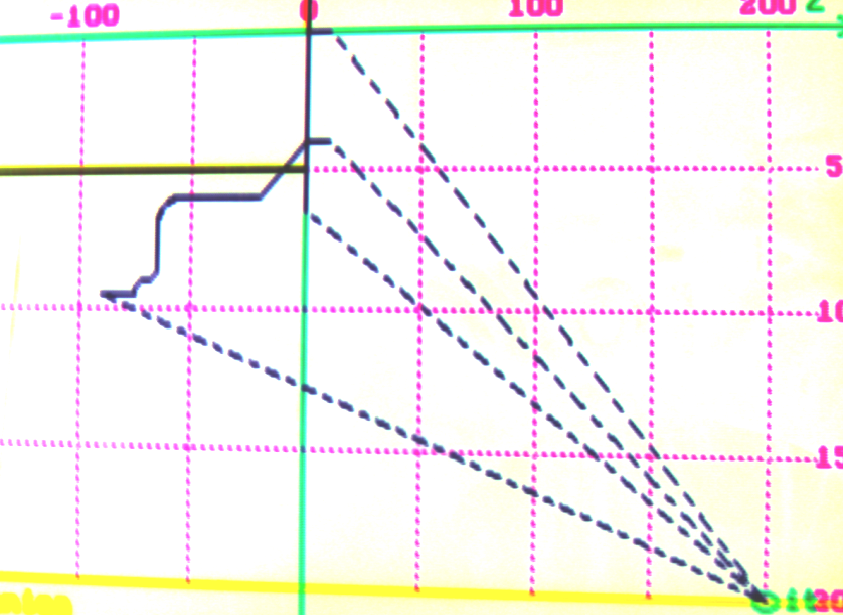
Управляющая программа: №1
N0T1
N2F50
N3S400
N4X13000G00*
N5Z0
N6X0
N7Z1000
N8X40000G00*
N9Z20000
 N10T2
N10T2
N11X8000G00*
N12Z1000
N132Z0
N14X12000G01*
N15Z-2000
N16Z-5500
N17G3
N18X14000
N19Z-6500
N20P-2000
N21P0
N22X16000
N23G2
N24X17000
N25Z-7000
N26P0
N27P500
N28G3
N29X24000
N30Z-7500
N31P-1000
N32P0
N33Z-10500
N34X40000G00*
N35Z20000
N36M5
N32M30
Управляющая программа: №2
N0T1
N1F50
N2S400
N3X21000G00*
N4Z0
N5X0
N6Z1000*
N7X40000G00*
N8Z20000
N9T2
N10X16400G00*
N11Z1000
N12Z0
N13X20200G01*
N14Z-2000
N15X25000
N16X40000G00*
N17Z20000
N18T3
N19X0G00*
N20Z1000
N21Z-300
N22X6400
N23Z-11500
N24X0
N25Z1000
N26X40000G00*
N27Z20000
N28M5
N29M30

 Список
литературы
Список
литературы
Белянин П. Н. Робототехнические системы для машиностроения. Машиностроение 1986;
Промышленные роботы. Каталог. Научно-исследовательский институт информации по машиностроению. 1981;
Косилова А. Г. Справочник технолога-машиностроителя. Москва Машиностроение 1985 T . 2;
Асфаль Р. Роботы и автоматизация производства. Машиностроение 1989;
Козырев Ю. Г. Промышленные роботы. Справочник. Машиностроение 1988.