

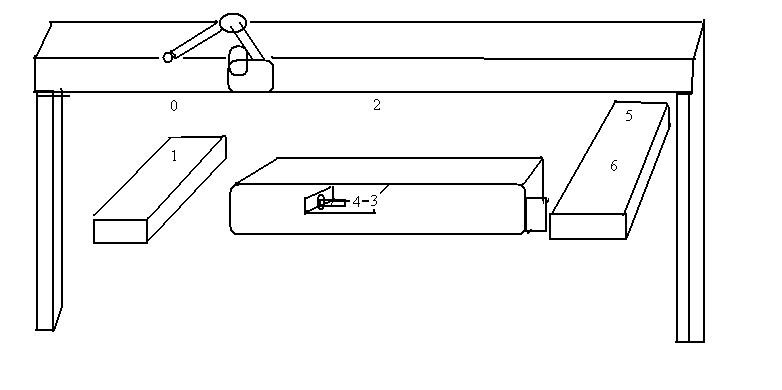
4.3 Выбор загрузночного устройства
Магазинные загрузочные устройства включают комплекс функциональных механизмов, осуществляющих накопление и выдачу заготовок и деталей на исходную позицию под схват промышленного робота.
 Для
накопления и выдачи объемных заготовок
и деталей типа тел вращения (гладких
цилиндров, стержней, ступенчатых валиков,
конических роликов и т.п.) чаще всего
применяются лотковые магазинные
загрузочные устройства. Перемещение в
таких загрузочных устройствах
осуществляется под действием сил тяжести
самих заготовок и деталей.
Для
накопления и выдачи объемных заготовок
и деталей типа тел вращения (гладких
цилиндров, стержней, ступенчатых валиков,
конических роликов и т.п.) чаще всего
применяются лотковые магазинные
загрузочные устройства. Перемещение в
таких загрузочных устройствах
осуществляется под действием сил тяжести
самих заготовок и деталей.
После захвата заготовки или детали промышленным роботом все последующие под действием силы тяжести подвигаются на шаг и очередная из них занимает положение на исходной позиции.

5.1 Компоновка ртк
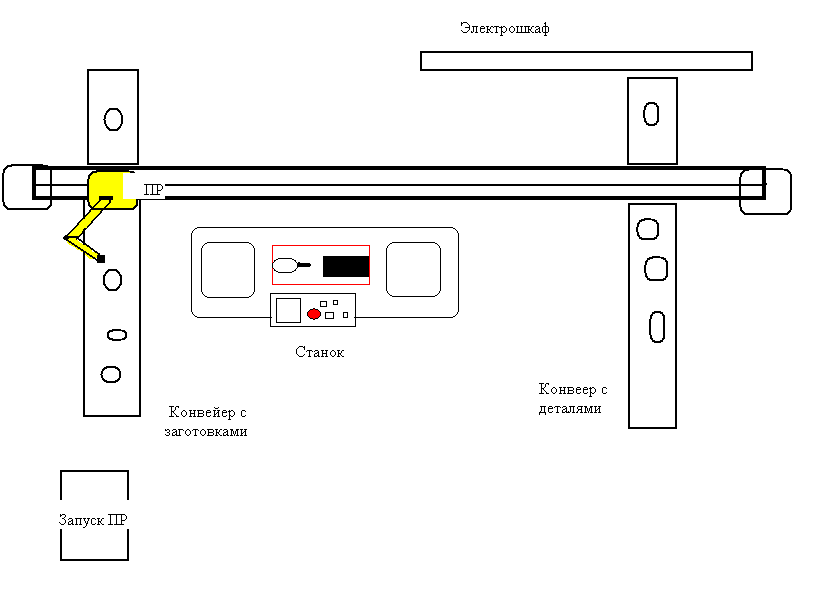
5.2Траектория движения захватного устройства пр
5.3 Анализ временной структуры
Время для металлорежущих станков для обработки детали:
Тон=tобр.+ tзпд.+ t рпд.+ t пер.+ t под.+ t ус.д.+ t чч.+ t о+ t прост.
Но так как мы рассматриваем обработку детали на станке с ЧПУ, то учитываем особенности операций, выполняемых на станках сЧПУ:
Т шт = t о+t в+t обс+t п,
Где t о=t oj - основное время на операцию, мин;
t oj - основное время на выполнение j - го перехода обработки элементарной поверхности;
t в = t в.у. + t м.в. - вспомогательное время, включающие время t в.у. на установку и вспомогательное время t м.в. , связанное с выполнением вспомогательных ходов и перемещений при обработке поверхности, мин;
t обс - время обслуживания рабочего места, мин;
t п - время на личные потребности, мин;
назначается в процентах от оперативного времени t оп= t о+ t в.у.+ t м.в.
Время работы станка по программе управления (время цикла обработки) t п.у. равно неполному оперативному времени работы станка: t п.у.= t о+ t м.в.= t оп.н.
Машинно-вспомогательное время t м.в. включает комплекс приемов, связанных с позиционированием, ускоренным перемещением рабочих органов станка, подводом инструмента вдоль оси в зону обработки и последующим отводом, автоматической сменой режущего инструмента путем поворота револьверной головки (резцедержателя) или инструментального магазина.
Так как способы установки и закрепления заготовки при обработке на станках с ЧПУ принципиально не отличаются от способов, применяемых на
станках с ручным управлением, то t в.у. определяют по имеющимся нормативам для станков с ручным управлением.
В целях упрощения расчетов времени работы РТК в течении цикла, примем:
Тон= t уст.д.+ t снят.д.+ t обр.+ t пер.
Где t уст.д - время установки детали;
t снят.д. - время снятия детали;
t обр.д. - время обработки детали;
t пер. - время перемещения робота.