

1.1 Организация и обслуживание рабочего места токаря
Рабочим местом называется часть пропроизводственной площади цеха, на котором размещены один или несколько исполнителей работы и обслуживаемая ими единица технологического оборудования, а также оснастка и (на ограниченное время) предметы производства. Организация рабочего места должна обеспечивать возможно меньшие затраты времени, количество движений и усилий на выполняемую работу, наименьшую утомляемость и высокую работоспособность рабочего, а также безопасность работы и экономное использование производственных мощностей. На планировку рабочего места токаря влияют габариты и назначение станка, размеры и масса обрабатываемых заготовок, а также тип производства. В единичном и серийных производствах, в условиях обработки разнообразных заготовок, на рабочем месте устанавливают инструментальный шкафчик и стеллаж. Заготовки и детали укладываются на стеллаже, крупные принадлежности хранят на нижней полке стеллажа. Если приходится обрабатывать преимущественно валики с закреплением в центрах, то стеллаж с заготовками устанавливают слева, а инструментальный шкафчик справа от рабочего, так как заготовку устанавливают в центрах левой рукой. При обработке главным образом коротких заготовок, закрепляемых в патроне правой рукой, стеллаж устанавливают справа от токаря. Применяют различные инструментальные шкафчики для одного или для двоих рабочих-сменщиков с общим или раздельным пользованием оснасткой. На картинке показан типовой инструментальный шкафчик с вращающимися секторными ящиками. В верхнем ящике хранят чертежи, технологические карты, рабочие наряды, справочники, измерительные инструменты. В среднем ящике укладывают резцы, сгруппированные по типам и размерам. Ниже последовательно располагают режущие инструменты, переходные втулки, центры, хомутики, подкладки. В самом нижнем отделении укладывают патроны, а также кулачки к ним. Не следует загромождать шкафчик излишним запасом инструмента: все необходимое для работы лучше получать в начале смены из кладовой.
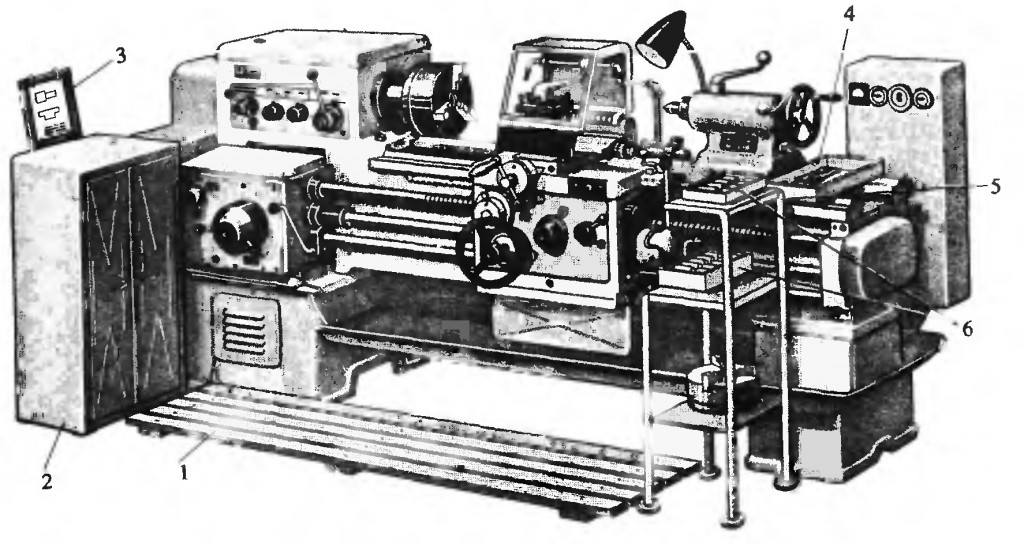
Рис. 4. Рабочее место токаря(с левым расположением инструментального шкафчика). 1-решетка, 2-инструментальный шкафчик, 3-планшет для чертежей, 4-лоток для инструментов и ключей, 5-стеллаж, 6-ящик для деталей и заготовок.
1.2 Технологический процесс токарной обработки
Заготовкой называют предмет производства, с помощью которого изменением формы, размеров, шероховатости и свойств материала производят деталь. Заготовки изготовляют кузнечных цехах (свободной ковки, поковки-штамповки), в литейных цехах (отливки) или в заготовительных – нарезают из прутка (метод выпуска заготовок от конструктивных требований к деталям).
Слой металла заготовки, подлежащий отделению для получения детали, согласно чертежу, называется припуском. Различают общий припуск, т. е. весь срезаемый слой, и операционный припуск, т. е. слой, срезаемый на данной операции. Припуск должен быть достаточным для получения заданной формы и размеров детали; слишком малый припуск может привести к браку (по поверхности детали остается «чернота» — необработанный участок); слишком большой припуск приводит к перерасходу металла и повышению трудоемкости обработки. Документы требующиеся для технолога
Изготовление какого-либо изделия на предприятии подчинено определенному технологическому процессу. Технологический процесс оформляется специальными документами. В СССР с 1974 г. введена Единая система технологической документации (ЕСТД), по которой установлены основные виды технологических документов.
Создание технологического процесса должно происходить по определенным правилам. Правила для единичного производства:
обработку деталей желательно выполнять за два установа: сначала с одной стороны (обработка чистовой базы), затем с другой стороны, как показано на картинке;
укрупнять операции, т. е. объединять несколько переходов.
Правила для серийного производства:
технологический процесс обработки деталей разбивать на список несложных операций; для каждой операции контролировать придерживание продольных размеров по лимбу продольной подачи или продольному упору, а поперечных размеров – по лимбу винта поперечных салазок суппорта или поперечному упору;
на первой операции подготовить чистовую базу;
на последней операции в первую очередь произвести переходы, при которых можно пользоваться лимбами и упорами, а потом уже остальные переходы.