

Федеральное агентство по образованию РФ
ГОУ ВПО «ИжГТУ»
Кафедра «Производство машин и механизмов»
Курсовая работа по дисциплине:
«Теория обработки конструкционных материалов»
Вариант – 11.1
Выполнил:
студент гр. 632
Рябов С. А.
Проверил:
д.т.н., профессор
Кугультинов С. Д.
Ижевск 2012
Содержание
Введение
Сущность технологии изготовления деталей машин состоит в последовательном использовании различных технологических способов воздействия на обрабатываемую заготовку, с целью предать ей заданную форму и размеры указанной точности.
По мере прогресса техники идет непрерывное улучшение, с одной стороны, эксплуатационных характеристик материалов- их прочности, твердости, ударной вязкости, жаропрочности, стойкости к коррозионным средам и, с другой – повышение производительности и экономичности их обработки. К настоящему времени создано большое количество способов обработки деталей. По виду используемой энергии они делятся на механические, электрические, тепловые и химические. Механическая обработка по сравнению с электрическими и химическими методами имеет ряд преимуществ. К ним относятся: универсальность, технологическая маневренность, малая энергоемкость при достаточно высокой производительности, возможность получения деталей самых различных форм и размеров с высокой точностью и качеством поверхности, стабильность получаемых эксплуатационных свойств деталей. Вследствие этого механическая обработка еще долгое время останется типовой операцией в производстве машин.
Однако появление новых видов высокопрочных, нержавеющих и жаропрочных материалов. Трудно обрабатываемых обычными методами резания, обуславливает появление новых методов обработки. В большинстве отраслей промышленности механическая обработка составляет сейчас 85-90 % всех выполняемых операций резания. В будущем по мере совершенствования новых методов следует ожидать перераспределение этого соотношения. Так предполагается, что в ближайшие 5-10 лет механические способы обработки составят 50%, электроэрозионные-10%, электрохимические-25%.
Цель курсовой работы состоит: в анализе видов механической, химической, электрофизической. Выбор типа производства, исходя из условий управления качеством; определение типа режущего инструмента (пути повышения его стойкости), оборудования, режимов резания. Путем анализа различных схем формообразования, классификация некоторых из них приведена в данной курсовой работе. Такие исследования позволяют искать новые способы обработки различных поверхностей деталей и создавать новые типы высокопроизводительных режущих инструментов.
Для заданной мне детали я выбираю единичный тип производства.
Задание
1. Анализ возможных методов обработки
№ п/п |
Наименование метода и схема |
Область применения |
Достоинства |
Недостатки |
Вывод |
Обработка давлением |
|||||
1. |
Поперечно-клиновая раскатка
|
IT 8-10 Rz 10-6,3
|
Увеличение производительности, экономия материала, повышение эксплуатационных характеристик обрабатываемой поверхности. |
Сложность изготовления сегментного инструмента, невозможность прокатки заготовок сложной конфигурации. |
По причине сложности изготовления инструмента, а следовательно его дороговизны, применимость метода в единичном производстве нецелесообразна. |
2. |
Радиальное обжатие
|
IT 9-10 Rz 20-10
|
Снижение трудоёмкости обработки, экономия материала, повышения эксплуатационных характеристик обрабатываемой поверхности. |
При обработке происходит удлинение заготовки. |
Вследствие ограничений в размерах углов и переходов от одного размера диаметра к другому, применимость метода возможна только с последующей доработкой детали. |
3. |
Алмазное выглаживание
|
IT 6-9 Rz 6,3-0,8
|
Низкая шероховатость обработанной поверхности. |
Необходимы: применение СОЖ и предварительная подготовка поверхности. |
Так как шероховатость обрабатываемых поверхностей выше, достигаемой с помощью этого метода, его применение не имеет смысла. |
4. |
Обкатка роликом
|
IT 8-10 Rz 10-6,3
|
Простота конструкции, повышение эксплуатационных характеристик детали. |
Низкая стойкость инструмента при больших скоростях, неравномерное упрочнение обрабатываемой поверхности. |
Из-за неравномерного упрочнения обрабатываемой поверхности, применение метода в единичном производстве нецелесообразно. |
5. |
Термомеханическая обработка – это совокупность операций деформирования, нагрева и охлаждения, в результате которых формирование окончательной структуры металла, а следовательно и его свойств происходит в условиях повышенной плотности и соответствующего распределения несовершенств строения, созданных пластической деформацией.
|
IT 8-10 Rz 10-6,3
|
Повышение конструктивной прочности обрабатываемой заготовки. |
Необходимо специальное оборудование, сложность реализации процесса. |
Так как реализация процесса является сложной и не обходится без специального оборудования, применение метода для единичного производства нецелесообразно. |
Обработка давлением внутренних поверхностей |
|||||
6. |
Радиальное обжатие
1 – оправка; 2 – заготовка; 3 – штамп; 4 – упор; 5 – деталь. |
IT 9-10 Rz 20-10
|
Снижение трудоёмкости обработки, экономия материала, повышения эксплуатационных характеристик обрабатываемой поверхности. |
При обработке происходит удлинение заготовки. |
Вследствие ограничений в размерах углов и переходов от одного размера диаметра к другому, применимость метода возможна только с последующей доработкой детали. |
7. |
Штамповка обкатыванием
1 – обкатывающий инструмент; 2 – заготовка; 3 – инструмент с осевым перемещением. |
IT 8-10 Rz 10-6,3
|
Высокопроизводи-тельный процесс изготовления тонкостенных заготовок, высокая точность и стойкость инструмента. |
Невозможность получения заготовок сложной формы. |
Вследствие ограничений в размерах углов и переходов от одного размера диаметра к другому, применимость метода возможна только с последующей доработкой детали. |
8. |
Дорнование
1 – дорн; 2 – заготовка. |
IT 6-7 Rz 3,2-0,4
|
Высокое качество получаемой поверхности и одновременное её упрочнение, отсутствие стружки, повышение эксплуатационных свойств обрабатываемой поверхности. |
Необходимо применение смазки, не исправляет неточности формы отверстий. |
Метод применим. |
Обработка резанием наружных поверхностей |
|||||
9. |
Продольное точение
|
От черновой IT 12-14 Rz 80-40 до тонкой обработки IT 6-7 Rz 6,3-0,8
|
Универсальность процесса, широкое распространение, простота реализации. |
Необходимость дробления стружки, низкая стойкость инструмента. |
Метод применим. |
10. |
Поперечное точение
|
От черновой IT 12-14 Rz 80-40 до тонкой обработки IT 6-7 Rz 6,3-0,8
|
Универсальность процесса, широкое распространение, простота реализации. |
Необходимость дробления стружки, низкая стойкость инструмента. |
Метод применим. |
11. |
Точение с нагревом
|
От черновой IT 12-14 Rz 80-40 до тонкой обработки IT 6-7 Rz 6,3-0,8
|
Уменьшение силы резания, повышение точности и качества обработанной поверхности. |
Низкая точность, повышенный износ инструмента, изменение свойств материала |
Вследствие низкой точности обработки, повышения износа инструмента, а также усложнения процесса обработки, применение метода нецелесообразно. |
12. |
Точение с охлаждением
|
От черновой IT 12-14 Rz 80-40 до тонкой обработки IT 6-7 Rz 6,3-0,8
|
Увеличение стойкости инструмента. |
Сложность реализации. |
Так как реализация процесса является сложной и не обходится без специального оборудования, применение метода в единичном производстве нецелесообразно. |
13. |
Точение круглыми резцами
|
От черновой IT 12-14 Rz 80-40 до тонкой обработки IT 6-7 Rz 6,3-0,8
|
Увеличение стойкости инструмента и уменьшение шероховатости обрабатываемой поверхности. |
Сложная конструкция режущего инструмента, возникновение вибраций, обработка ступенчатых деталей невозможна. |
Ввиду сложной конструкции режущего инструмента и невозможности обработки ступенчатых деталей, применение метода возможно только с последующей доработкой детали. |
14. |
Точение с опережающей пластической деформацией
1 – заготовка; 2 – резец; 3 – упрочнитель. |
От черновой IT 12-14 Rz 80-40 до тонкой обработки IT 6-7 Rz 6,3-0,8
|
Увеличение стойкости режущего инструмента, улучшение эксплуатационных характеристик обрабатываемой детали, высокая производительность. |
Сложность реализации, возникновение вибраций. |
Так как реализация процесса является сложной и не обходится без специального оборудования, применение метода в единичном производстве нецелесообразно. |
15. |
Точение с низкочастотными вибрациями
|
От черновой IT 12-14 Rz 80-40 до тонкой обработки IT 6-7 Rz 6,3-0,8
|
Охлаждение инструмента при выходе из зоны обработки, возможность регулировки длины стружки. |
Снижение стойкости инструмента из-за переменных нагрузок на режущую кромку инструмента, снижение шероховатости обрабатываемой поверхности, необходима высокая квалификация рабочего. |
По причине снижения стойкости режущего инструмента и требования высокой квалификации рабочего, применение метода при единичном производстве нецелесообразно. |
16. |
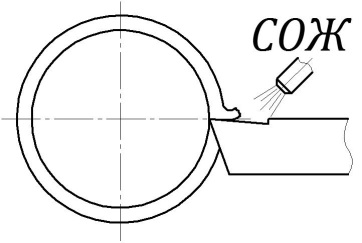
Точение с СОЖ
|
От черновой IT 12-14 Rz 80-40 до тонкой обработки IT 6-7 Rz 6,3-0,8
|
Повышение стойкости инструмента, увеличение производительности. |
Сложность реализации. |
Так как реализация процесса является сложной и не обходится без специального оборудования, применение метода при единичном производстве нецелесообразно. |
17. |
Ротационное фрезерование
|
IT 9-14 Rz 20-6,3
|
Высокая точность и чистота обрабатываемой поверхности, возможность получения поверхности чрезвычайной сложности. |
Ограниченная скорость резания вследствие ограничения теплостойкости инструмента. |
Метод применим. |
Обработка резанием внутренних поверхностей |
|||||
18. |
Растачивание
|
От черновой IT 12-14 Rz 40-20 до тонкой обработки IT 6 Rz 1,25-0,63
|
Повышение точности и качества обрабатываемой поверхности, универсальность процесса, широкое распространение, простота реализации. |
Необходимость дробления стружки, низкая стойкость инструмента, трудоёмкость наладки. |
Метод применим. |
19. |
Сверление спиральными свёрлами
|
IT 12-14 Rz 80-20 |
Универсальность процесса, широкое распространение, простота реализации. |
Невозможно обрабатывать глубокие отверстия, затруднён процесс удаления стружки, увод инструмента на больших расстояниях. |
Метод применим. |
20. |
Сверление с вибрациями
|
IT 9-10 Rz 20-10 |
Возможность сверлить наклонные поверхности без увода инструмента и высокая производительность. |
Эффективность снижается с увеличением диаметра отверстия, необходимость специального оборудования. |
По причине сложности реализации процесса и необходимости специального оборудования, а также снижения эффективности с увеличением диаметра отверстия, применение метода нецелесообразно. |
21. |
Сверление ружейными свёрлами
|
IT 12-14 Rz 40-10
|
Большая производительность, возможность сверления длинных отверстий без увода инструмента. |
Необходимость применения специального оборудования с СОЖ. |
Так как в заданной мне детали отсутствуют длинные отверстия, применение метода нецелесообразно. |
22. |
Зенкерования
|
IT 9-10 Rz 10-6,3 |
Простота процесса, доступность инструмента, высокая производительность.. |
Применим после получения готового отверстия, не исправляет увод инструмента, снятие маленьких слоёв. |
Метод применим. |
23. |
Развёртывание
|
IT 7 Rz 6,3-0,8 |
Обеспечение высоких квалитетов точности и хорошей шероховатости обрабатываемой поверхности. |
Невысокая производительность, большая трудоёмкость, не исправляет увод сверла. |
Метод применим. |
24. |
Эжекторное сверление
|
IT 10-12 Rz 20-10
|
Высокая точность и качество обработанной поверхности, высокая производительность. |
Высокая стоимость инструмента, требование специального оборудования и ограниченность диаметра сверла. |
Так как реализация процесса является сложной и не обходится без специального оборудования, применение метода в единичном производстве нецелесообразно. |
25. |
Кольцевое сверление
|
IT 14 Rz 80-20
|
Высокая производительность, возможность получения отверстий большого диаметра. |
Низкая точность, вибрации инструмента. |
Метод применим. |
26. |
Протягивание
1 – протяжка; 2 – зготовка; 3 – базовая поверхность станка. |
IT 6-9 Rz 10-0,63
|
Высокая точность и хорошая шероховатость обрабатываемой поверхности, высокая производительность процесса. |
Обработка только сквозных, не ступенчатых отверстий, Ограниченность диаметра инструмента, большая ширина образуемой стружки. |
Так как в заданной мне детали отсутствуют сквозные отверстия, применение метода нецелесообразно. |
Абразивная обработка наружных поверхностей |
|||||
27. |
Шлифование абразивной лентой
1 – лента; 2 – деталь. |
IT 6-9 Rz 10-0,8
|
Простая кинематика станка, возможность снятия больших припусков, универсальность процесса. |
Низкая стойкость ленты, необходимо применение СОЖ, не исправляет погрешности формы, вредный процесс. |
Метод применим. |
28. |
Круглое шлифование с продольной подачей
|
IT 6-8 Rz 6,3-0,8
|
Процесс не требует специальной наладки, равномерный износ инструмента. |
Для обработки длинных деталей требуется дополнительная опора, вредный процесс. |
Метод применим. |
29. |
Бесцентровое шлифование
|
IT 6-8 Rz 6,3-0,8
|
Экономичность метода, получение поверхности высокой чистоты. |
Низкая производительность, высокая трудоёмкость. |
Так как реализация процесса является сложной и не обходится без специального оборудования, применение метода в единичном производстве нецелесообразно. |
30. |
Хонингование
|
IT 5-7 Rz 3,2-0,1
|
Повышение точности формы, размеров, улучшение шероховатости обрабатываемой поверхности. |
Необходимость применения пожароопасных, дорогих и вредных СОЖ. |
Так как шероховатость обрабатываемых поверхностей выше, достигаемой с помощью этого метода, его применение не имеет смысла. |
31. |
Суперфиниш
|
IT 4-5 Rz 1,6-0,05
|
Интенсивная работа вначале обработки, малые давления брусков. |
Величина получаемой шероховатости сильно зависит от шероховатости отделки. |
Так как шероховатость обрабатываемых поверхностей выше, достигаемой с помощью этого метода, его применение не имеет смысла. |
Абразивная обработка внутренних поверхностей |
|||||
32. |
Круглое шлифование с поперечной подачей
|
IT 6-8 Rz 6,3-0,8
|
Процесс не требует специальной наладки, равномерный износ инструмента. |
Для обработки длинных деталей требуется дополнительная опора, вредный процесс. |
Метод применим. |
33. |
Бесцентровое шлифование
|
IT 6-8 Rz 6,3-0,8
|
Экономичность метода, получение поверхности с низкой шероховатостью. |
Низкая производительность, высокая трудоёмкость. |
Метод применим. |
Специальные методы обработки |
|||||
34. |
Электрохимическая обработка
1 – электрод-инструмент; 2 – заготовка. |
IT 9-10 Rz 10-6,3
|
Низкая шероховатость обработанной поверхности. Возможность изменения режимов в процессе обработки. |
Низкая производительность, Сложность изготовления инструмента, приспособлений и их высокая стоимость. |
По причине низкой производительности и высокой стоимости инструмента, применение метода нецелесообразно. |
35. |
Электроэрозионная обработка
1 – заготовка; 2 – генератор импульсов; 3 – электрод-инструмент; 4 – капли расплавленного металла; 5 – эрозионная лунка; 6 – плазменный канал разряда; 7 – газовый пузырь; 8 – рабочая жидкость. |
IT 9-10 Rz 10-6,3
|
Высокое качество обработанной поверхности, возможно обрабатывать материалы с любыми физико-химическими свойствами. |
Низкая производительность. |
Так как реализация процесса не обходится без специального оборудования и требует высококвалифи-цированного рабочего, применение метода в единичном производстве нецелесообразно. |
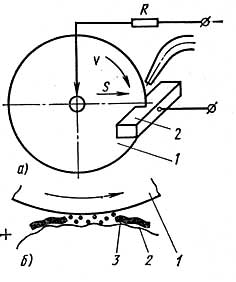
36. |
Электроконтактная обработка
1 – сопло подачи жидкости; 2 – электрод-инструмент; 3 – щёточное устройство; 4 – заготовка. |
IT 9-10 Rz 10-6,3
|
Высокая производительность, обработка материалов любой твёрдости. |
Низкое качество обработанной поверхности, требование высокой квалификации рабочего. |
Так как реализация процесса не обходится без специального оборудования и требует высококвалифи-цированного рабочего, применение метода в единичном производстве нецелесообразно. |
37. |
Светолучевая обработка
1 – заготовка; 2 – световой луч; 3 – фокусирующее устройство; 4 – лучевая пушка. |
IT 9-10 Rz 10-6,3
|
Высокая точность и низкая шероховатость, возможность обрабатывать практически любые материалы. |
Дорогое оборудование и требование высокой квалификации рабочего |
Так как реализация процесса не обходится без специального оборудования и требует высококвалифи-цированного рабочего, применение метода в единичном производстве нецелесообразно. |
38. |
Плазменно-механическая обработка
1 – заготовка; 2 – плазмотрон; 3 – резец. |
IT 9-10 Rz 10-6,3 |
Позволяет получать поверхности с повышенными антифрикционными, коррозионно-стойкими, износостойкими и другими свойствами, повышение стойкости режущего инструмента, увеличение производительности. |
Дорогое оборудование и требование высокой квалификации рабочего. |
Так как реализация процесса не обходится без специального оборудования и требует высококвалифи-цированного рабочего, применение метода в единичном производстве нецелесообразно. |
Комбинированные методы обработки |
|||||
39. |
Анодно-механическая обработка
1 – инструмент, 2 – заготовка, 3 – плёнка. |
При разрезании IT 9-10 Rz 10-6,3 при шлифовании IT 6 Rz 1,25-0,63
|
Возможность обработки заготовок из высокопрочных и труднообрабаты-ваемых материалов, высокая производительность. |
Низкое качество обработанной поверхности, требование высокой квалификации рабочего. |
Так как реализация процесса не обходится без специального оборудования и требует высококвалифи-цированного рабочего, применение метода в единичном производстве нецелесообразно. |
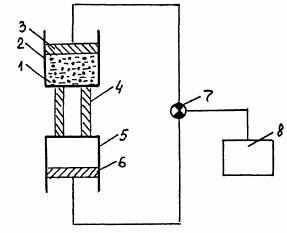
40. |
Экструзионно-абразивная обработка
1 – паста, 2 – верхний цилиндр, 3 – верхний пуансон, 4 – обрабатываемое отверстие заготовки, 5 – нижний цилиндр, 6 – нижний пуансон, 7 – кран, 8 – гидростанция. |
IT 6 Rz 1,25-0,63
|
Низкая шероховатость, возможность обрабатывать несколько отверстий одновременно. |
Необходимо специальное оборудование и высокая квалификация рабочего. |
Так как шероховатость обрабатываемых поверхностей выше, достигаемой с помощью этого метода, его применение не имеет смысла. |
41. |
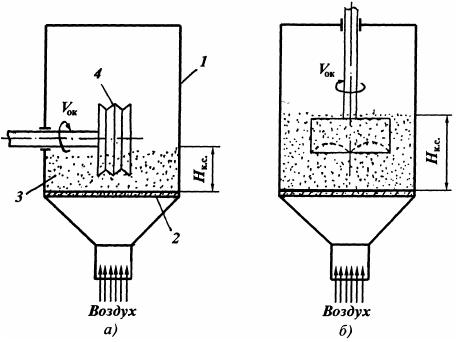
Турбоабразивная обработка
1 – рабочая камера, 2 – воздухораспределительная решётка, 3 – абразивное зерно, 4 – заготовка. |
IT 7-8 Rz 6,3-2,5 |
Высокое качество обработанной поверхности, повышение сопротивления усталости. |
Необходимо специальное оборудование и высокая квалификация рабочего. |
Так как реализация процесса не обходится без специального оборудования и требует высококвалифи-цированного рабочего, применение метода в единичном производстве нецелесообразно. |
































2. Анализ материала детали
1Х21Н5Т – Сталь коррозионно-стойкая, жаростойкая и жаропрочная аустенитного класса.
Химический состав в %:
C
 ;
;
Cr
 ;
;
Ni
 ;
;
Ti
 .
.
Механические свойства:
 – предел
текучести;
– предел
текучести;
 – предел
кратковременной прочности;
– предел
кратковременной прочности;
 – относительное
удлинение при разрыве;
– относительное
удлинение при разрыве;
 – относительное
сужение.
– относительное
сужение.
Назначение:
Лопатки, трубопроводы, уплотнения и
другие детали энергетического
машиностроения, работающие при температуре
до 600 .
Аппараты и сосуды, работающие при
температуре от -196
до +600
под давлением, а при наличии агрессивных
сред до +350
.
[1.
c.284]
.
Аппараты и сосуды, работающие при
температуре от -196
до +600
под давлением, а при наличии агрессивных
сред до +350
.
[1.
c.284]
3. Выбор маршрута обработки поверхностей
Проанализировав возможные методы обработки заданных мне поверхностей, с учётом выбранного мною типа производства, я выбрал:
Поперечное точение – это недорогой, производительный и распространённый способ обработки наружной поверхности специфичной формы, позволяющий снять большой припуск и получить размер с заданной мне точностью и шероховатостью.
Сверление спиральными свёрлами – это недорогой, универсальный и производительный метод получения глухого отверстия небольшой глубины без увода инструмента. А для устранения дефектов после сверления и получения заданной точности и шероховатости я применяю: зенкерование и затем развёртывание.
Растачивание – это недорогой, производительный и распространённый способ обработки имеющегося уже глухого отверстия, позволяющий снимать большой припуск и получить размер с заданной мне точностью и шероховатостью. Увод инструмента на небольшом расстоянии незначителен.
В условиях единичного производства, используя выбранные мною методы обработки заданных поверхностей, можно добиться высокой эффективности выполнения процесса изготовления детали.
Обработка
наружной поверхности в размер
 :
:
Для снятия припуска выбираю – поперечное черновое точение фасонным резцом. Это недорогой и универсальный метод, позволяющий снять большой припуск за один проход.
Для повышения точности и уменьшения шероховатости обрабатываемой поверхности за один проход выбираю – поперечное чистовое точение фасонным резцом.
Обработка
внутренней поверхности в размер
 :
:
Для получения отверстия выбираю – сверление спиральными свёрлами. Это недорогой, универсальный и производительный метод, увод инструмента на небольших расстояниях минимален.
Для повышения точности и уменьшения шероховатости обрабатываемой поверхности, а также устранения дефектов после сверления, выбираю – зенкерование. Это простой и дешёвый метод обработки, позволяющий исправить отверстие после сверления.
Для повышения точности и уменьшения шероховатости обрабатываемой поверхности, а также устранения дефектов после зенкерования, выбираю – развёртывание. Этот метод позволяет получить высокую точность и низкую шероховатость обрабатываемой поверхности.
Обработка
внутренней поверхности в размер
 :
:
Для получения отверстия выбираю – черновое растачивание в несколько проходов. Это недорогой и универсальный метод, позволяющий снять большой припуск за один проход.
Для повышения точности и уменьшения шероховатости обрабатываемой поверхности выбираю – чистовое растачивание. Этот метод позволяет получить высокую точность и низкую шероховатость обрабатываемой поверхности.