

Вопрос 38. Методы сварки и пайки при изготовлении узлов в авиационных двигателях.
Сварка – технологический процесс получения неразъемных соединений в результате возникновения атомно-молекулярных связей между соединяемыми деталями при их нагреве и пластическом деформировании.
Сварные соединения можно получать двумя принципиально разными путями: сваркой плавлением и сваркой давлением.
Методы сварки:
Электрическая контактная сварка
При этом виде сварки детали в местах соединения сжимают некоторым определенным усилием и нагревают. Нагрев осуществляется под действием тепла, которое выделяется в местах контактов поверхностей деталей при прохождении электрического тока.
Основные виды контактной электросварки: стыковая, точечная и роликовая (шовная). Для контактной сварки характерны быстрота процесса, высокая степень механизации и автоматизации. Стыковая контактная электросварка, при которой две детали свариваются между собой по плоскости стыка, нормальной к направлению действующего при сварке усилия сжатия, почти не применяется в самолетостроении.
Наиболее широко используются в самолетостроении два других вида контактной электросварки: точечная, при которой сварка происходит в отдельных точках, и роликовая, при которой сварка происходит по линии соприкосновения свариваемых листов. Чаще всего эти два вида сварки применяют для соединения элементов из нержавеющих сталей и титановых сплавов.
Диффузионная сварка разнородных металлов
Диффузионную сварку производят следующим образом. Соприкасающиеся поверхности свариваемых деталей зачищают и обезжиривают. Затем детали помещают в вакуумную камеру, где они подвергаются сжатию и нагреву. В камере происходит процесс сварки. Вакуум защищает поверхности от окисления, препятствующего диффузии, а нагревание и небольшое сжатие ускоряют процесс сварки. В месте контакта между деталями происходит взаимный обмен атомами - диффузия. Детали как бы срастаются. Возможности этого вида сварки безграничны. Она позволяет соединять любые металлы, сплавы, все существующие материалы. Этот метод позволяет сваривать также разнородные металлы, например титан с коррозионно-стойкой сталью.
Диффузионная сварка, осуществляемая без нагрева, называется холодной сваркой. Холодная сварка позволяет получить высокопрочное соединение металлов благодаря высокой пластической деформации (порядка 80%), создаваемой значительным сжатием свариваемых деталей, в результате чего разрушается и удаляется хрупкая пленка окислов, препятствующая соединению металлов, и создаются хорошие условия для взаимной диффузии соединяемых металлов. В месте соприкосновения деталей образуется прочное соединение.
Холодная сварка дает соединение, аналогичное соединениям контактной сварки стыковому, точечному, шовному.
Преимущества холодной сварки: малая стоимость, высокая производительность, небольшое количество затрачиваемой энергии, большие возможности автоматизации, возможность работы во взрыво- и огнеопасной среде, возможность сварки деталей с нанесенной изоляцией.
С помощью холодной сварки можно сваривать металлы, обладающие высокими пластическими свойствами, как, например, алюминий и его сплавы, медь и некоторые ее сплавы, кадмий, никель, свинец, олово, цинк, титан, серебро и др.
Метод применим также при сварке разнородных металлов. Так, при помощи холодной сварки успешно свариваются и дают прочное соединение без образования хрупкой интерметаллической прослойки такие пары разнородных металлов, как алюминий с медью, титан с медью, титан с алюминиевыми сплавами, титан со сталью, алюминий со сталью, медь со сталью.
Сварка разнородных металлов с применением промежуточных прослоек
Некоторые пары разнородных металлов, не поддающиеся непосредственной сварке, оказывается возможным сваривать при помощи промежуточных прослоек. Такую сварку можно осуществлять для различных пар. Однако наибольший интерес для авиационного конструктора представляет сварка деталей из алюминиевых сплавов с деталями из высокопрочных сплавов, воспринимающими большие сосредоточенные силы. Исследования показали, что применение промежуточных прослоек при сварке, равно как и способ их применения, в значительной степени влияет на качество соединения. Так, например, сварные соединения стали, покрытой оловом методом погружения, с технически чистым алюминием обладают низкой коррозионной стойкостью при эксплуатации на море. Если же сталь до сварки покрыть оловом гальваническим способом, то коррозионная стойкость сварного соединения повышается. Сварные соединения стали, покрытой алюминием, и технического алюминия обладают хорошей коррозионной стойкостью.
Сварка трением
Помимо рассмотренных выше методов сварки можно указать еще один вид сварки - механический, при котором разогрев осуществляется трением между прижатыми одна к другой деталями, из которых одна вращается с большей частотой. Этот метод - советское изобретение. Он применим в тех случаях, когда соприкасающиеся участки деталей (или хотя бы одной из них) имеют круглое сечение (рис. 5). Этим способом также можно сваривать не только однородные, но и разнородные металлы.
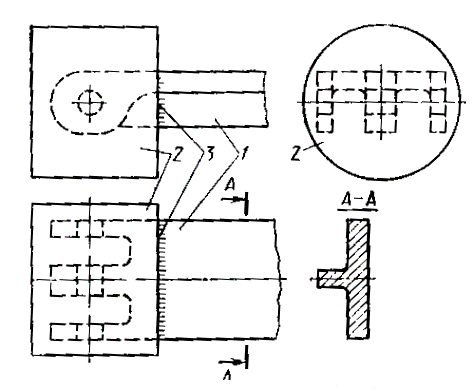
Рис. 5. Образование узла методом механической сварки (трением);
1 -профиль из алюминиевого сплава; 2 - цилиндрическая заготовка; 3 - сварной шов; пунктиром показан вид узла после механической обработки
Сварка взрывом
Сварка методом взрыва листов металла толщиной от 0,13 до 12,7 мм успешно прошла экспериментальную проверку. Размер свариваемой площади практически ограничивается количеством применяемого взрывчатого вещества; при соединении листа из коррозионностойкой стали толщиной 12,7 мм с обычной сталью сварка была осуществлена на площади, составляющей 95% от общей площади листа в 5,6 м2. Проводились эксперименты по сварке листа из тантала толщиной 1,6 мм с листом из стали толщиной 6,3 мм, листа из титанового сплава толщиной 1,6 мм со стальным листом толщиной 19 мм и др. Эксперименты проводились также по применению метода взрыва для планирования наружной и внутренней поверхностей стальных труб.
Сварка взрывом весьма перспективна для изготовления конструкций летательных аппаратов, испытывающих действие интенсивных тепловых потоков в полете.
Для сваривания конструкций сверхзвуковых летательных аппаратов особенно перспективной является сварка взрывом сталей с титановыми сплавами, сталей с алюминиевыми сплавами и титановых сплавов с алюминиевыми сплавами.
Сварка световым лучом
Сварка световым лучом — это сварка сфокусированной при помощи оптических установок световой энергией. В этих установках свет дуговой лампы, отраженный эллиптическим отражателем и сведенный объективом в точку, обладает такой энергией в месте нагрева, которая позволяет сваривать сталь, титановые сплавы и другие металлы толщиной до нескольких миллиметров. Благодаря возможности сваривать через кварцевое стекло в вакууме или в любой среде инертных газов можно получить очень высокую степень чистоты сварного шва.
Следует, однако, отметить как перспективность этого метода, так и то, что работы в этой области носят пока поисковый характер.
Пайка – процесс получения неразъемного соединения заготовок без их расплавления путем смачивания поверхностей жидким припоем с последующей его кристаллизацией. Расплавленный припой затекает в специально создаваемые зазоры между деталями и диффундирует в металл этих деталей. Протекает процесс взаимного растворения металла деталей и припоя, в результате чего образуется сплав, более прочный, чем припой.
Образование соединения без расплавления основного металла обеспечивает возможность распая соединения.
Качество паяных соединений (прочность, герметичность, надежность и др.) зависят от правильного выбора основного металла, припоя, флюса, способа нагрева, типа соединения.
Припой должен хорошо растворять основной металл, обладать смачивающей способностью, быть дешевым и недефицитным. Припои представляют собой сплавы цветных металлов сложного состава. По температуре плавления припои подразделяют на особо легкоплавкие (температура плавления ниже 145 0С), легкоплавкие (145…450 0С), среднеплавкие (450…1100 0С) и тугоплавкие (выше 1050 0С). К особо легкоплавким и легкоплавким припоям относятся оловянно-свинцовые, на основе висмута, индия, олова, цинка, свинца. К среднеплавким и тугоплавким относятся припои медные, медно-цинковые, медно-никелевые, с благородными металлами (серебром, золотом, платиной). Припои изготавливают в виде прутков, листов, проволок, полос, спиралей, дисков, колец, зерен, которые укладывают в место соединения.
При пайке применяются флюсы для защиты места спая от окисления при нагреве сборочной единицы, обеспечения лучшей смачиваемости места спая расплавленным металлом и растворения металлических окислов. Температура плавления флюса должна быть ниже температуры плавления припоя. Флюсы могут быть твердые, пастообразные и жидкие. Для пайки наиболее применимы флюсы: бура, плавиковый шпат, борная кислота, канифоль, хлористый цинк, фтористый калий.
Пайку точных соединений производят без флюсов в защитной атмосфере или в вакууме.
В зависимости от способа нагрева различают пайку газовую, погружением (в металлическую или соляную ванну), электрическую (дуговая, индукционная, контактная), ультразвуковую.
В единичном и мелкосерийном производстве применяют пайку с местным нагревом посредством паяльника или газовой горелки.
В крупносерийном и массовом производстве применяют нагрев в ваннах и газовых печах, электронагрев, импульсные паяльники, индукционный нагрев, нагрев токами высокой частоты.
Перспективным направлением развития технологии пайки металлических и неметаллических материалов является использование ультразвука. Генератор ультразвуковой частоты и паяльник с ультразвуковым магнитострикционным вибратором применяются для безфлюсовой пайки на воздухе и пайке алюминия. Оксидная пленка разрушается за счет колебаний ультразвуковой частоты.
Процесс пайки включает: подготовку сопрягаемых поверхностей деталей под пайку, сборку, нанесение флюса и припоя, нагрев места спая, промывку и зачистку шва.
Детали для пайки тщательно подготавливаются: их зачищают, промывают, обезжиривают.
Зазор между сопрягаемыми поверхностями обеспечивает диффузионный обмен припоя с металлом детали и прочность соединения. Зазор должен быть одинаков по всему сечению.
Припой должен быть зафиксирован относительно места спая. Припой закладывают в месте спая в виде фольговых прокладок, проволочных контуров, лент, дроби, паст вместе с флюсом или наносят в расплавленном виде. При автоматизированной пайке – в виде пасты с помощью шприц-установок.
При возможности предусматриваются средства механизации – полуавтоматы и автоматы для газовой, электрической пайки.
Паяные соединения контролируют по параметрам режимов пайки, внешним осмотром, проверкой на прочность или герметичность, методами дефекто- и рентгеноскопии.
Единственными методами исправления указанных дефектов, позволяющими восстанавливать профиль поверхности, входных и выходных кромок, геометрию контактных полок, устранять термические трещины, являются пайка и сварка.
Наиболее дорогостоящими, теплонапряженными узлами газотурбинного двигателя, определяющими ресурс и надежность двигателя в целом, являются узлы турбины, стоимость которых составляет 25-30% от стоимости всего двигателя.
Лопатки турбины являются, наряду с лопатками компрессора, наиболее массовыми деталями двигателя, но в отличие от последних, гораздо чаще и быстрее выходят из строя вследствие очень жестких условий работы.
С этой точки зрения высокотемпературная пайка жаропрочных сплавов выступает как важный технологический процесс. Обеспечивающий надежные соединения в узлах, изготовленных из данного класса материалов. Преимущество пайки как технологического процесса и преимущества паяных соединений обусловлены, главным образом, возможностью формирования паяного шва ниже температуры автономного плавления соединяемых материалов.
Указанные преимущества процесса пайки дают возможность получать узлы ГТД сложной геометрии с минимальной металлоемкостью и высоким коэффициентом использования металла, что делает пайку весьма перспективным методом соединения высоколегированных жаропрочных сплавов в таких ответственных узлах ГТД, как турбина, камера сгорания и компрессор высокого давления. Следует отметить при этом, что для многих жаропрочных сплавов пайка является практически единственным методом получения качественного неразъемного соединения.
Анализ существующих технологий ремонта узлов и деталей турбин методами сварки и пайки позволил условно классифицировать применение указанных методов в зависимости от основы и степени легирования жаропрочных сплавов следующим образом:
- для деталей, изготавливаемых из сплавов на основе кобальта и никеля, легированных алюминием и титаном до 3% вес., успешно применяется сварка и пайка;
- для сплавов на никелевой основе, содержащих алюминий и титан 3 – 6% вес. в совокупности, эффективным процессом, обеспечивающим надежность соединений и их длительную работоспособность, является высокотемпературная пайка.